The global die casting market reached $81.3 billion in 2023 and is projected to grow at a 6.8% CAGR through 2030, according to Grand View Research — a clear signal that manufacturers are betting heavily on this process over alternatives like sand casting or CNC machining. Custom die casting services use reusable steel molds (called dies) and high-pressure injection of molten metal to produce complex, dimensionally precise parts at scale, making them the go-to solution for industries ranging from automotive to consumer electronics. This guide breaks down exactly how the process works, which alloys and methods suit different applications, and what separates a reliable die casting partner from one that will cost you months in rework.
What Custom Die Casting Services Actually Involve
How the High Pressure Die Casting Process Works Step by Step
Why Aluminum Die Casting Dominates Modern Manufacturing
Types of Custom Die Casting Methods and When to Use Each
Key Applications for Custom Die Cast Components Across Industries
How to Evaluate a Die Casting Company in Ningbo and Beyond
The Custom Die Casting Workflow from Design to Finished Part
Common Mistakes to Avoid When Sourcing Custom Die Cast Parts
Frequently Asked Questions About Custom Die Casting Services
Choosing the Right Custom Die Casting Partner for Your Next Project
What Custom Die Casting Services Actually Involve
Quick definition: Custom die casting services use reusable steel molds (called dies) to inject molten metal—typically aluminum, zinc, or magnesium alloys—under high pressure, producing precision-engineered components tailored to a client’s exact specifications.
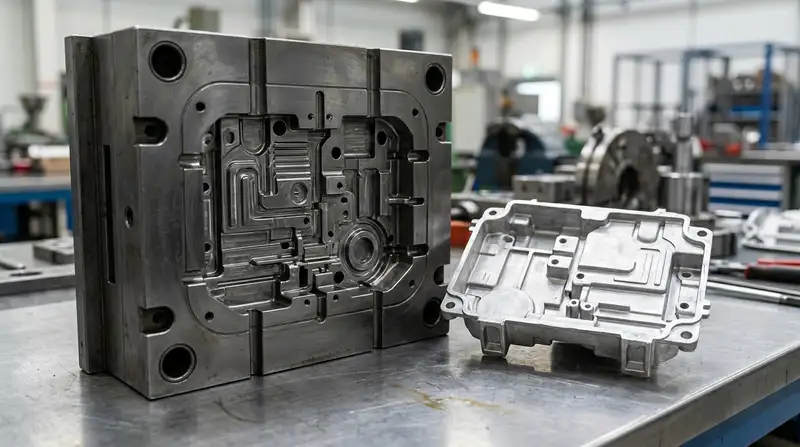
That definition sounds simple. The reality is anything but. Unlike standard or catalog casting, where you pick from pre-existing mold geometries, custom die casting services start from scratch: your CAD model, your tolerances, your alloy selection. The die itself is CNC-machined from H13 tool steel and can cost anywhere from $5,000 to $75,000 depending on part complexity, cavity count, and expected production volume.
Why does that matter? Because the die is the single biggest upfront investment—and the single biggest determinant of part quality. A well-designed die with proper gate placement, overflow wells, and cooling channels can hold dimensional tolerances as tight as ±0.002 inches. A poorly designed one produces porosity, flash, and scrap rates that quietly destroy your margins.
How Custom Differs from Standard Casting
Tooling ownership: You own the custom die. Standard casting uses shared or generic tooling.
Design freedom: Wall thicknesses down to 0.5 mm, complex internal geometries, and integrated features like bosses and ribs—all possible with custom tooling.
Volume economics: Custom dies become cost-effective above roughly 1,000–5,000 units, where per-part cost drops dramatically compared to CNC machining.
According to the Wikipedia overview of die casting, the process accounts for a significant share of all metal castings produced globally, with cycle times as fast as 30 seconds per shot for small parts. That speed is precisely why manufacturers in automotive, consumer electronics, and industrial equipment rely on custom die casting for high-volume precision components that machining alone can’t deliver economically.
Custom die casting steel mold with aluminum die cast component
How the High Pressure Die Casting Process Works Step by Step
The entire cycle takes between 2 and 60 seconds depending on part size — and that speed is exactly what makes custom die casting services viable for production runs of 10,000+ units. But cramming molten metal into a steel cavity at velocities exceeding 100 mph demands precise choreography across six distinct stages.
Stage 1–2: Tooling Design and Mold Preparation
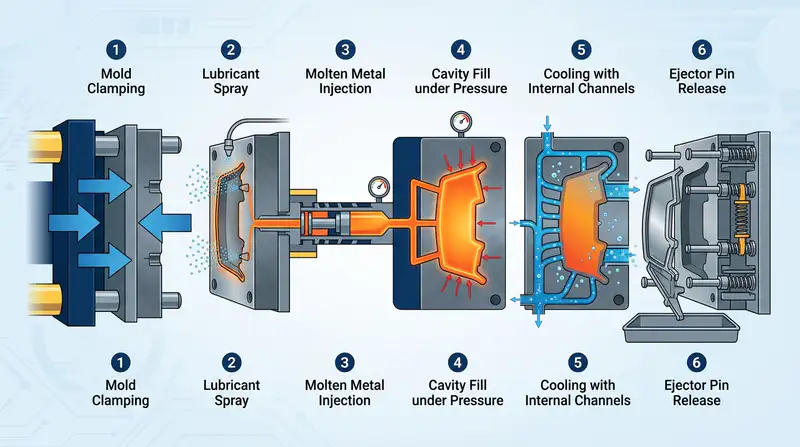
Everything starts with the die — a hardened tool steel mold (typically H13 grade) machined to mirror the final part geometry. Before each shot, the die halves are sprayed with a lubricant release agent, then clamped together under 400 to 4,000+ tons of force. Insufficient clamping pressure causes flash (thin metal leaking along the parting line), a defect that adds secondary trimming cost.
Stage 3–4: Metal Injection and Cavity Fill
Molten alloy — held at roughly 660 °C for aluminum or 420 °C for zinc — is ladled into a shot sleeve. A hydraulic plunger then rams the metal into the die cavity at gate velocities of 30–100 m/s, filling complex geometries in under 100 milliseconds. This extreme speed is what allows wall thicknesses as thin as 0.5 mm while maintaining structural integrity. The high pressure die casting process typically sustains 1,500–25,000 psi of intensification pressure during solidification to minimize porosity.
Stage 5–6: Cooling, Ejection, and Finishing
Internal cooling channels circulate water or oil through the die to control solidification rate — get this wrong and you’ll see hot tears or sink marks on cosmetic surfaces. Once solidified, ejector pins push the casting out. Parts then move to trimming, shot blasting, CNC machining, or surface treatment depending on tolerances specified by the custom die casting services provider.
Pro tip: Request a thermal analysis (mold flow simulation) before cutting steel. It costs a fraction of the tooling budget but catches fill problems that would otherwise require expensive die rework.
High pressure die casting process step by step diagram for custom die casting services
Why Aluminum Die Casting Dominates Modern Manufacturing
Aluminum accounts for roughly 80% of all die cast parts produced globally, and the reason is straightforward: no other alloy delivers the same combination of light weight, mechanical strength, and castability at scale. When manufacturers spec custom die casting services, aluminum is the default starting point — and most never need to look further.
The Performance Advantages That Matter
Aluminum’s strength-to-weight ratio outperforms zinc by a wide margin. A typical aluminum die cast part weighs about one-third less than its zinc equivalent while maintaining comparable tensile strength. Thermal conductivity sits around 96 W/m·K for common casting alloys, making aluminum ideal for heat sinks, motor housings, and LED enclosures that need passive heat dissipation. Corrosion resistance comes built-in thanks to a natural oxide layer — no secondary coating required for many indoor applications.
Choosing the Right Alloy: A380 vs. ADC12 vs. A360
Alloy
Tensile Strength
Best For
Key Trade-off
A380
~330 MPa
General-purpose parts, housings
Most widely available; slightly lower ductility
ADC12 (JIS equivalent)
~310 MPa
Automotive, consumer electronics
Preferred in Asian foundries; nearly identical to A383
A360
~320 MPa
Pressure-tight components
Superior corrosion resistance but harder to cast
Here’s a practical tip most buyers miss: A380 and ADC12 are functionally interchangeable for 90% of applications. The difference matters mainly in post-machining behavior and anodizing compatibility. If your part requires a cosmetic anodized finish, skip both and ask about 6000-series wrought alloys or specialty casting grades like AlSi10Mg instead.
Zinc and magnesium still have their place — zinc for ultra-thin walls under 0.75 mm, magnesium where every gram counts (aerospace brackets, handheld devices). But for cost-per-part economics in runs above 5,000 units, aluminum wins almost every time.
Aluminum alloy comparison for custom die casting services showing A380 ADC12 and A360 parts
Types of Custom Die Casting Methods and When to Use Each
Not every part should be cast the same way. The method you choose directly affects cycle time, material options, porosity levels, and unit cost. Reputable custom die casting services will recommend a process based on your alloy, wall thickness, and annual volume — not just default to whatever machine is available.
Hot Chamber Die Casting
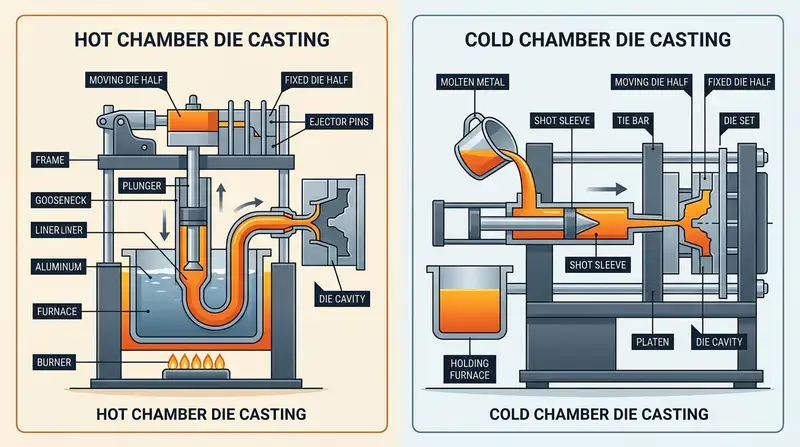
The injection mechanism sits submerged in molten metal, enabling cycle times as fast as 15 shots per minute. That speed makes hot chamber ideal for zinc, magnesium, and tin alloys with melting points below roughly 450 °C (840 °F). You’ll see this method dominate small, intricate components like connectors, brackets, and housings under 200 grams. Skip it for aluminum — the molten aluminum attacks the submerged gooseneck and erodes it rapidly.
Cold Chamber Die Casting
Here, molten metal is ladled into an unheated shot sleeve before each injection. This separation protects the machine from aggressive alloys like aluminum and copper. Cold chamber is the workhorse behind most automotive and aerospace castings. Trade-off? Slower cycle times — typically 30–50% longer than hot chamber — because of the manual or robotic ladling step.
Gravity and Vacuum Die Casting
Gravity die casting (also called permanent mold casting) relies on gravity rather than high pressure to fill the die. It produces denser parts with lower porosity, which matters for pressure-tight hydraulic components. Vacuum die casting takes this further by evacuating air from the cavity before injection, reducing gas porosity by up to 90%. If your part requires T6 heat treatment or structural integrity at thin walls, vacuum-assisted methods are worth the added tooling cost.
Method
Best Alloys
Ideal Volume
Key Advantage
Hot Chamber
Zinc, Magnesium
50,000+ units/year
Fastest cycle time
Cold Chamber
Aluminum, Copper
10,000+ units/year
Handles high-melt alloys
Gravity
Aluminum, Brass
1,000–50,000 units/year
Superior density
Vacuum
Aluminum, Magnesium
5,000+ units/year
Minimal porosity
A practical tip: if your annual volume sits below 5,000 pieces and you need aluminum, gravity casting often beats cold chamber on per-part cost because tooling is simpler. The best custom die casting services will run a cost-per-part comparison across methods before you commit to tooling.
Hot chamber vs cold chamber custom die casting methods comparison diagram
Key Applications for Custom Die Cast Components Across Industries
Die cast parts are everywhere — you just don’t notice them. The transmission housing in your car, the heatsink inside your laptop, the surgical tool your doctor used last week. Each one demands a different alloy, a different wall thickness, and a different set of tolerances. That’s exactly why custom die casting services exist: no single off-the-shelf part can solve these wildly different engineering problems.
Automotive: Where Lightweighting Wins
Automakers are the largest consumers of die cast components. According to the U.S. Department of Energy, reducing vehicle weight by 10% improves fuel economy by 6–8%. Aluminum die cast engine blocks, transmission cases, and structural cross-members replace heavier steel assemblies while maintaining crash-worthiness. Tesla’s “megacasting” approach — producing the entire rear underbody as a single die cast piece — eliminated roughly 70 individual parts and their associated welds.
Electronics and Thermal Management
5G base stations and LED lighting fixtures generate serious heat. Thin-walled aluminum housings with integrated fin arrays — sometimes as thin as 1.2 mm — dissipate thermal loads that plastic enclosures simply can’t handle. Custom die casting delivers these complex geometries with the thermal conductivity (around 96 W/m·K for A380 alloy) that machined parts match only at far higher cost.
Aerospace, Medical, and Consumer Products
Aerospace: Magnesium die cast brackets and instrument housings cut weight by up to 33% compared to aluminum equivalents, critical for fuel burn reduction.
Medical devices: Zinc die cast surgical instrument handles offer antimicrobial surface finishing options and the tight tolerances (±0.05 mm) required for ergonomic grip consistency.
Consumer goods: Power tool housings, door hardware, and even espresso machine bodies rely on custom die cast parts for repeatable cosmetic quality at scale.
The common thread? Each application demands a geometry too complex for CNC machining alone, a production volume too high for investment casting, and material properties that plastic can’t deliver. That intersection is precisely where custom die casting services provide the most value.
How to Evaluate a Die Casting Company in Ningbo and Beyond
Ningbo produces an estimated 30% of China’s total die casting output, making it the single most concentrated hub for custom die casting services on the planet. But density doesn’t equal quality. Dozens of factories line the Beilun and Zhenhai districts, and the gap between a world-class supplier and a liability is enormous.
Certifications That Actually Matter
Start with IATF 16949 if your parts serve automotive applications — this standard goes far beyond basic ISO 9001 by requiring process FMEAs, control plans, and PPAP documentation. A factory holding only ISO 9001 can produce decent commercial parts, but it likely lacks the statistical process control rigor that aerospace or automotive OEMs demand. Verify certifications directly through the issuing body; fraudulent certificates are not uncommon in competitive sourcing regions.
What to Inspect Beyond the Certificate
Tooling capability: Does the factory design and build dies in-house, or outsource to a separate mold shop? In-house tooling means faster iteration and tighter accountability.
Secondary operations: CNC machining, surface finishing, and assembly under one roof reduce lead times by 2–3 weeks compared to multi-vendor chains.
Inspection equipment: Look for CMM (coordinate measuring machines), X-ray porosity inspection, and spectrometers for alloy verification — not just calipers and go/no-go gauges.
Communication standards: A reliable supplier provides DFM feedback within 48 hours and assigns a dedicated English-speaking project engineer, not a rotating sales contact.
One practical test: request a Production Part Approval Process (PPAP) package before committing to volume orders. Factories that hesitate or deliver incomplete documentation are telling you exactly how they’ll handle quality disputes later. The best die casting company in Ningbo — or anywhere — treats transparency as a competitive advantage, not a burden.
The Custom Die Casting Workflow from Design to Finished Part
Most cost overruns and delays in custom die casting services trace back to decisions made before metal ever touches a mold. Understanding each stage — and where your leverage points sit — prevents expensive surprises downstream.
DFM Consultation and Mold Flow Simulation
The workflow begins with a Design for Manufacturability (DFM) review, where engineers analyze your 3D CAD model for wall thickness uniformity, draft angles (typically 1–3°), and potential porosity zones. A competent supplier runs mold flow simulation software like MAGMASOFT or ProCAST to predict fill patterns, air entrapment, and thermal gradients before cutting any steel. This single step can reduce tooling revisions by up to 35%, according to industry process documentation.
Tooling, Prototyping, and Production
Tool steel selection — H13 is the standard for high-volume aluminum work — directly determines die lifespan and per-part cost. Expect 8–12 weeks for precision tool fabrication. Here’s where many buyers make a critical mistake: skipping prototype sampling to save time. Don’t. A T1 sample run (first trial shots) reveals real-world defects that simulation misses.
T1 sampling: 50–100 trial parts for dimensional verification
Production run: Optimized parameters locked in — injection pressure, cycle time, die temperature
CNC machining: Critical tolerances (±0.05 mm) achieved on mating surfaces and bores
Surface finishing: Powder coating, anodizing, or chromate conversion per spec
Final inspection: CMM measurement, X-ray for internal porosity, salt spray testing if required
Pro tip: Roughly 60–70% of your total project cost gets locked in during the DFM and tooling phases. Negotiating unit price later has minimal impact compared to optimizing geometry early.
The entire custom die casting workflow — from first DFM meeting to approved production parts — typically spans 14–20 weeks. Compressing that timeline requires parallel-pathing simulation with steel procurement, not rushing tool validation.
Common Mistakes to Avoid When Sourcing Custom Die Cast Parts
Roughly 23% of first-run die cast tooling requires rework due to specification errors that could have been caught before steel was ever cut, according to the North American Die Casting Association (NADCA). Most of these errors fall into a handful of predictable categories.
Underspecifying Tolerances
Calling out ±0.05 mm on every dimension inflates tooling cost and rejects. Only apply tight tolerances to mating surfaces and functional features — everything else should follow standard NADCA guidelines (typically ±0.1 mm for zinc, ±0.15 mm for aluminum).
Ignoring Draft Angles
Zero-draft walls cause parts to stick in the die, accelerating wear and creating drag marks. Specify a minimum of 1° per side for external surfaces and 2° for internal cores. Skip this, and you’ll pay for premature die repair.
Choosing the Wrong Alloy
Selecting A380 aluminum by default is tempting — it’s versatile and cheap. But if your part needs superior corrosion resistance or anodizing capability, A360 or ADC12 may be the smarter call. Alloy selection should follow function, not habit.
Skipping Prototype Tooling
Jumping straight to a production die ($15,000–$80,000+) without a soft-tool prototype is a gamble. A single-cavity prototype die at 20–30% of full tool cost lets you validate geometry, wall flow, and gate placement before committing.
Vague Surface Finish Requirements
Saying “smooth finish” means nothing to a toolmaker. Define the exact standard — SPI B-2, Ra 1.6 µm, or a specific powder coat spec. Ambiguity here leads to disputes after parts ship.
Selecting Suppliers on Price Alone
The cheapest quote on custom die casting services often excludes secondary machining, quality inspection, or packaging. Compare total landed cost — tooling amortization, piece price, finishing, logistics, and scrap rate — before signing. A supplier 8% cheaper per piece but running 5% scrap will cost you more within the first 50,000 units.
Frequently Asked Questions About Custom Die Casting Services
What tolerances can custom die casting achieve?
Standard high pressure die casting holds linear tolerances of ±0.1 mm for dimensions under 25 mm, tightening to roughly ±0.002 mm/mm for larger features. Need tighter? CNC machining critical surfaces after casting routinely hits ±0.025 mm. The North American Die Casting Association (NADCA) publishes detailed tolerance standards in their Product Specification Standards manual — request it before finalizing your drawing.
What are typical minimum order quantities?
Most custom die casting services require 500–1,000 pieces minimum for production runs because tooling costs ($5,000–$75,000+ depending on complexity) need amortization. Prototype tooling in soft steel can drop MOQs to 50–100 parts, but expect shorter die life — typically under 10,000 shots.
How long does tooling take?
Production-grade steel dies take 4–8 weeks. Rapid prototype tooling can ship in 2–3 weeks. First article inspection adds another 3–5 business days. Plan for 10–12 weeks total from design freeze to first production shipment.
How does die casting compare to CNC machining or investment casting?
At volumes above 1,000 units, die casting beats CNC machining on per-part cost by 40–60%. Investment casting offers better surface detail for complex geometries but cycles 5–10× slower. Die casting wins on speed and repeatability; investment casting wins on alloy flexibility (steel, titanium).
Can die cast parts be anodized or powder coated?
Powder coating works beautifully on any die cast alloy. Anodizing is trickier — high silicon content in common alloys like A380 (8–10.5% Si) produces a dull, uneven finish. Switch to low-silicon alloys like ADC3 or use chromate conversion coating instead if corrosion resistance is the goal.
Choosing the Right Custom Die Casting Partner for Your Next Project
Every decision covered in this guide — alloy selection, process type, tooling design, supplier qualification — funnels into one critical choice: who actually makes your parts. Get this wrong, and you absorb the cost twice. A total cost of ownership analysis from NIST shows that supplier switching mid-program adds 12–18% to overall project costs once you factor in requalification, new PPAP submissions, and lost production time.
Use this checklist before committing to any custom die casting services provider:
DFM capability: Can they run moldflow simulation (e.g., MAGMASOFT or ProCAST) and propose gate/runner changes before cutting steel?
In-house secondary operations: CNC machining, surface treatment, and assembly under one roof eliminate handoff delays and finger-pointing between vendors.
Certifications that match your industry: IATF 16949 for automotive, ISO 13485 for medical, AS9100 for aerospace — not just generic ISO 9001.
Transparent tooling ownership: Confirm in writing that you own the die, including the right to transfer it.
Documented CPK data: Ask for process capability indices on critical dimensions from recent production runs. A CPK above 1.33 on key features is the minimum threshold for a capable process.
Skip suppliers who only quote piece price. The real differentiator is whether they can show you a detailed cost breakdown — material, tooling amortization, secondary ops, packaging, logistics — and defend every line item.
Ready to move forward? Request a DFM review with your 3D CAD files and 2D toleranced drawings. A serious custom die casting partner will return actionable feedback within 48–72 hours, not a generic price sheet. That initial response tells you more about their engineering depth than any sales presentation ever will.