Milling is a critical machining process that uses rotary cutters to remove material from a workpiece. Known for its versatility and precision, it plays a vital role in manufacturing across industries like automotive, aerospace, mold-making, and general engineering. This guide explores the 12 essential types of milling operations, offering practical insights into how each technique works, where it applies, and how CNC enhances their effectiveness.
How Milling Works
Milling machines operate through coordinated movements along the X, Y, and Z axes. A workpiece is fixed in place while a rotating cutter moves across or into it, removing material to achieve the desired shape. These machines can be operated manually or controlled by CNC systems for high accuracy and repeatability.
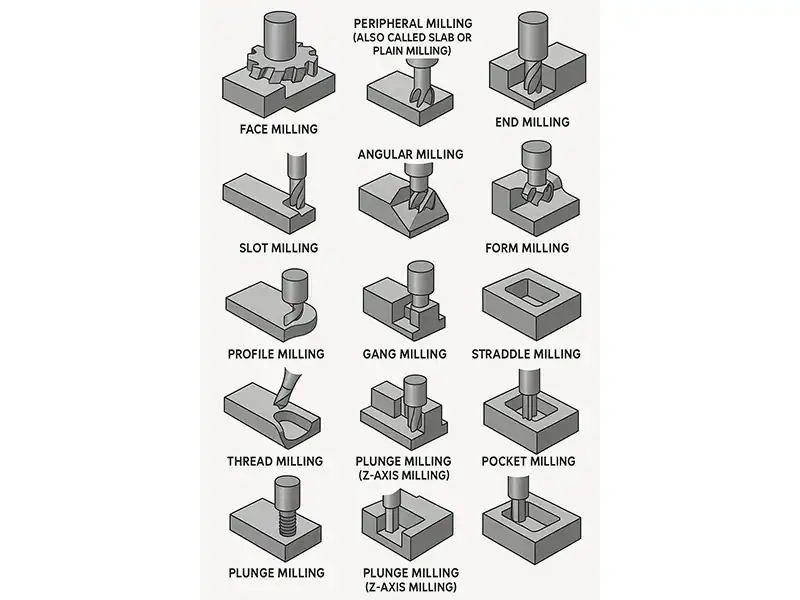
1. Face Milling
Face milling is a machining process that creates flat surfaces by cutting with the tool’s face—the bottom of a rotating cutter. The axis of the cutter is perpendicular to the workpiece surface, and the cutter typically has multiple replaceable carbide inserts arranged in a circular pattern. This operation is used primarily to smooth or level the top surface of a part. It allows for efficient material removal over large areas and produces a high-quality surface finish. Face milling is commonly used in the initial phases of part production to prepare the surface for more detailed machining.
2. Peripheral Milling (Also Called Slab or Plain Milling)
Peripheral milling removes material using the cutter’s edge (periphery), with the tool axis parallel to the work surface. Unlike face milling, which targets flat faces, peripheral milling is ideal for machining long vertical surfaces such as shoulders, ledges, and side walls. The operation typically uses a plain milling cutter with straight or helical teeth. It’s efficient for removing bulk material and is often used to prepare parts for fitting, assembly, or further machining processes. Its versatility makes it a staple in both manual and CNC operations.
3. End Milling
End milling is one of the most flexible and frequently used milling operations. It uses a cylindrical cutter with cutting teeth on both the end and the sides. This allows the tool to plunge directly into the material and move laterally to cut features such as slots, pockets, profiles, and complex 3D shapes. End mills come in many styles—square end, ball nose, tapered—and are used in nearly every aspect of machining, from roughing to finishing. The ability to machine internal features makes end milling indispensable in CNC applications.
4. Slot Milling
Slot milling is a precision operation that involves cutting narrow grooves or slots into a part. The width of the slot typically matches the width of the cutting tool, which could be an end mill or slot drill. Slot milling is often used to create features such as keyways, lubrication grooves, or retention channels. Accuracy in depth and width is critical in this operation, especially when the slot must fit another part. In CNC systems, this process can be automated with precise depth control and multi-pass strategies for deeper slots.
5. Angular Milling
Angular milling creates surfaces at a specific angle relative to the workpiece’s primary surface—typically other than 90°. This is achieved using a single-angle or double-angle milling cutter. Angular milling is essential for cutting features like chamfers, bevels, V-shaped grooves, and dovetail joints. It’s especially useful in toolmaking and fixture fabrication where parts must interlock or align at precise angles. Manual mills can perform angular cuts using adjustable vises or tilting heads, while CNC systems can automate angular paths with 5-axis setups.
6. Form Milling
Form milling is a specialized operation used to create irregular contours, curves, or intricate shapes by using cutters with a custom profile. These cutters are designed to match the desired geometry of the finished feature. Form milling is ideal for crafting gear teeth profiles, decorative trims, mold cavities, or any non-flat surface. In many cases, custom tooling is manufactured specifically for the job. While form milling is slower than general-purpose milling, its ability to precisely replicate complex shapes makes it essential in high-end applications such as mold and die making.
7. Profile Milling
Profile milling involves tracing the outline or contour of a part along its edges or surfaces, often in 2D or 3D. This operation uses ball-nose or flat-end mills and is especially prevalent in CNC machining where high accuracy and repeatability are needed. It’s commonly applied to parts in the aerospace, automotive, and tooling industries where curved or complex geometries are standard. Profile milling can involve shallow or deep cuts and may be used to finish mold shapes, create detailed part features, or refine part outlines.
8. Gang Milling
Gang milling is a production-oriented process where multiple cutters are mounted on a single arbor and used to machine several features at once. Each cutter on the arbor performs a different operation simultaneously, such as cutting slots, grooves, and steps. This method significantly reduces machining time and increases consistency in parts that require multiple similar features. Gang milling is primarily performed on horizontal milling machines or CNC setups with multi-spindle tooling. It’s commonly used in the mass production of complex mechanical components.
9. Straddle Milling
Straddle milling is a specific type of gang milling that uses two side cutters to simultaneously machine two parallel vertical surfaces on opposite sides of a workpiece. The spacing between the cutters is controlled by spacers on the arbor. Straddle milling is useful for machining symmetrical parts such as hexagonal bolt heads, splined shafts, or square bars. It ensures high alignment accuracy between both machined sides and reduces setup time by machining both features in a single pass.
10. Pocket Milling
Pocket milling involves removing material from an enclosed cavity or recess on a flat surface. The operation typically requires multiple overlapping passes to clear out the entire area. CNC machines often use raster or spiral toolpaths for efficiency. Pocket milling is widely used in mold making, housing designs, electronics, and precision engineering. It enables features like bearing seats, connector cutouts, or internal housings. Tool selection, step-down strategy, and chip evacuation are critical factors for a clean and accurate pocket.
11. Thread Milling
Thread milling is a modern alternative to traditional tapping, where a rotating tool cuts threads by interpolating a circular path into the hole. It allows for greater control, deeper threading, and easy reversal of direction. Thread mills are available in single-form or full-profile configurations and can cut both internal and external threads. This method is preferred for large holes, blind holes, or hard materials. It also allows multiple thread sizes with one tool, increasing flexibility and reducing tooling inventory.
12. Plunge Milling (Z-axis Milling)
Plunge milling feeds the tool directly into the material along the Z-axis like a drill, followed by lateral movement to continue the cut. It is particularly useful for roughing out deep cavities or cutting tough materials like hardened steel or titanium. By reducing lateral cutting forces, plunge milling minimizes tool deflection and extends tool life. It is frequently used in mold roughing, die sinking, and aerospace component machining where deep pocketing is required. CNC control ensures consistent step-downs and optimized material removal rates.
Choosing the Right Milling Operation
Selecting the right operation depends on part geometry, material, finish requirements, and machine capability. For example, slot milling suits narrow recesses, while form milling is better for complex profiles. Production volume also plays a role; gang milling can increase efficiency significantly in batch runs.
Key Considerations for Successful Milling
- Climb vs. Conventional Milling: Climb milling offers smoother finishes and longer tool life, while conventional milling is safer for older machines.
- Workholding: Rigid and accurate fixturing is critical to prevent vibration and maintain tolerances.
- Toolpath Strategy: In CNC milling, toolpath planning impacts surface finish, tool wear, and cycle time.
- Cooling and Lubrication: Proper coolant application extends tool life and improves surface quality.
Conclusion
Understanding the core milling operations enables machinists and engineers to select the most efficient and accurate approach for their needs. Whether using manual or CNC machines, these techniques form the backbone of modern part manufacturing.
FAQs
Q1: What’s the difference between face milling and end milling?
A1: Face milling cuts flat surfaces with the tool’s face; end milling uses both the tip and sides for versatile 2D/3D features.
Q2: When is thread milling better than tapping?
A2: When machining large or blind holes, or when working with tough materials where tapping risks breakage.
Q3: Is plunge milling only for roughing?
A3: Primarily, yes. It’s used for fast material removal, especially in hard metals.
Q4: Can gang milling be done manually?
A4: While possible, it’s more effective on CNC or horizontal machines due to tool coordination.
Q5: What’s the most common milling operation?
A5: Face milling, due to its frequent use in surfacing and part preparation.


