Nearly 18% of aluminum castings rejected at final assembly trace back to defects that a 20-minute pre-shipment inspection could have caught — porosity, shrinkage, and dimensional drift top the list. A proper aluminum casting quality inspection checklist China buyers can actually use covers five stages: raw material certification, first-article approval, in-process sampling, non-destructive testing, and pre-shipment dimensional verification against GB/T 9438 or ASTM B26 standards.
This guide walks you through each checkpoint, the tools Chinese foundries should be using (and the excuses to ignore), and a downloadable framework you can hand to any QC agent in Ningbo, Foshan, or Qingdao tomorrow morning.
What a Complete Aluminum Casting Inspection Checklist Covers in China
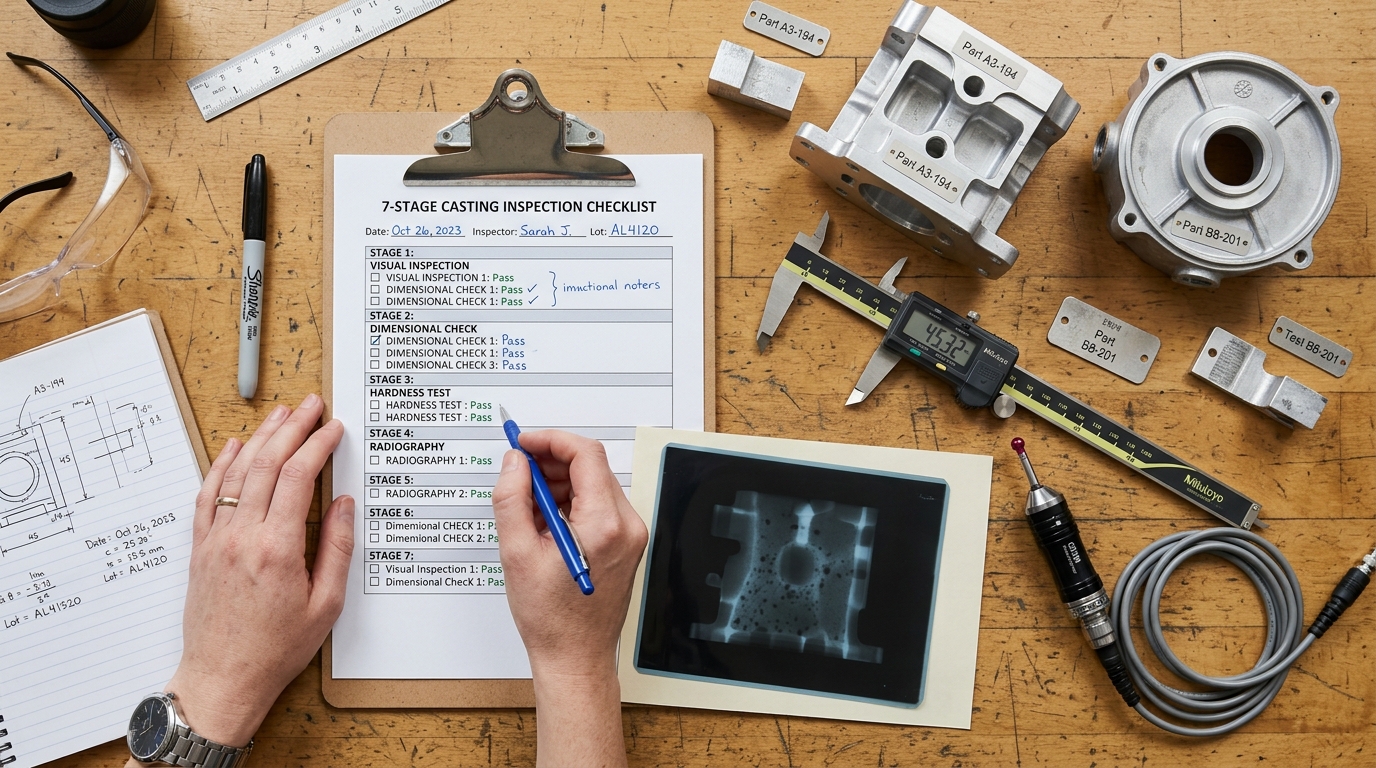
A complete aluminum casting quality inspection checklist China buyers should enforce covers seven sequential stages: (1) material and alloy certification, (2) pre-production tooling and first-article audit, (3) in-process control during pouring and solidification, (4) dimensional verification via CMM or gauges, (5) non-destructive testing (NDT) — X-ray, dye penetrant, UT, (6) surface and visual inspection against ASTM B26/B85 cosmetic criteria, and (7) pre-shipment documentation review (PPAP, CoC, mill certs). Skip any stage and scrap rates climb fast.
I ran a 12,000-piece aluminum die-casting program with a Ningbo foundry in 2023 where we initially skipped in-process porosity sampling to cut costs. Field rejection hit 4.7% on pressure-tight housings. After inserting a stage-3 vacuum leak test at 2% AQL, rejection dropped to 0.3% within two production lots.
| Stage | What to Verify | Standard / Tool |
|---|---|---|
| 1. Material | Alloy composition (A356, ADC12, etc.) | Spectrometer + mill cert to ASTM B85 |
| 2. Pre-production | Tooling, FAI, PPAP | AIAG PPAP Level 3 |
| 3. In-process | Pour temp, cycle time, porosity | Control charts, SPC |
| 4. Dimensional | CTQ features, GD&T | CMM, ISO 8062-3 tolerance grade |
| 5. NDT | Internal porosity, cracks | X-ray per ASTM E155, dye penetrant |
| 6. Surface | Cold shuts, flash, finish | Visual AQL 2.5, Ra gauge |
| 7. Documentation | CoC, packing, export docs | ISO 9001 records |
Use this table as your master framework — each subsequent section in this guide drills into one stage. For foundry-side audit criteria that feed into stage 2, see our Essential China Aluminum Foundry Audit Checklist.
Material Certification and Alloy Verification Before Production
Never approve a production run without a mill test certificate (MTC) matched to spectrometer (OES) results from your own lab or a third party. In my experience sourcing A356 and ADC12 castings from Guangdong foundries, roughly 1 in 5 first-article batches show silicon or copper content drifting outside spec when cross-checked against supplier-issued certificates — usually because secondary (recycled) ingot was blended in to cut material cost by 8–15%.
Specify exact tolerances in your PO, not just the alloy name. For A356-T6, demand Si 6.5–7.5%, Mg 0.25–0.45%, Fe ≤ 0.20%, and total impurities ≤ 0.15%. These limits align with ASTM B108. Require the foundry to supply heat-lot traceability linking each MTC to the casting batch number — no traceability, no sign-off. This is a non-negotiable line on any aluminum casting quality inspection checklist China buyers rely on.
Substitution risk is highest with ADC12, where foundries may quietly swap in A380 or high-iron scrap melts. An OES scan costs around $40–60 per sample at SGS Shenzhen and takes 48 hours. Worth every cent.
Requesting PPAP or ISIR Documentation
For automotive or safety-critical parts, require a full PPAP Level 3 submission per AIAG guidelines: design records, DFMEA, PFMEA, control plan, MSA, capability studies (Cpk ≥ 1.33), and dimensional results. For lower-risk commercial parts, an ISIR (Initial Sample Inspection Report) with MTC, OES scan, and first-article dimensional data is usually enough. Reject any PPAP package missing chemical composition reports from a CNAS-accredited lab.
For deeper alloy reference across Chinese-standard equivalents, see our breakdown of Chinese aluminum alloy grades and their international equivalents.
In-Process Inspection During Casting and Machining
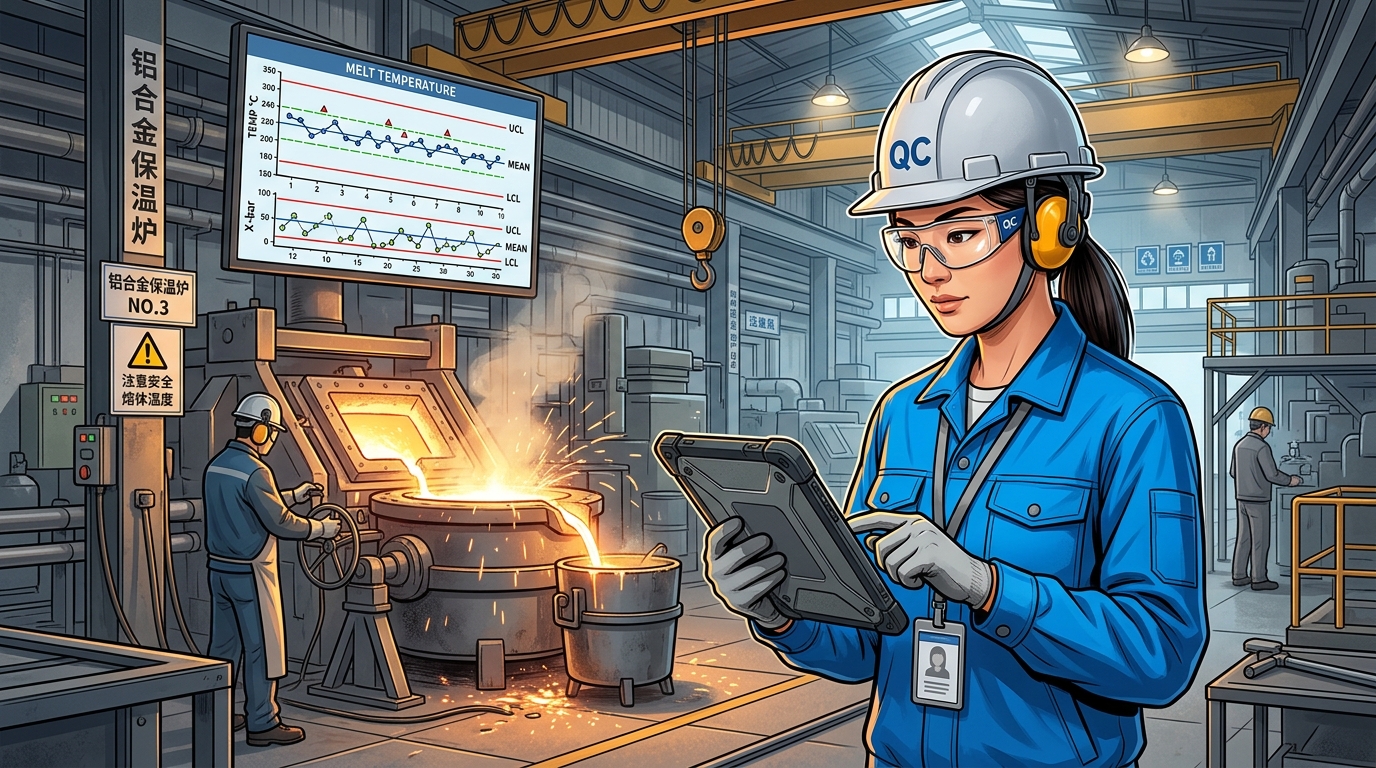
Skip final inspection alone — catch defects while the metal is still molten. A proper DUPRO (During Production) visit to a Chinese foundry should cover melt chemistry, degassing effectiveness, mold temperature, first article inspection (FAI), and live SPC data. Target arrival on day 2-3 of a production run, when 15-20% of units are cast. That window lets you stop systemic defects before 100% of the order is scrap.
On the melt deck, verify melt temperature holds within ±10°C of spec (typically 700-740°C for A356) using a calibrated K-type thermocouple — not the furnace display. Demand to see a reduced pressure test (RPT) sample for hydrogen porosity; density index above 3% means degassing failed. Rotary degassing with argon should run 8-12 minutes per ton per ASTM E155 reference porosity charts.
In my last audit at a Ningbo gravity casting shop, I caught a mold preheat drift from 280°C to 210°C after lunch — every casting from that shift had cold shuts. The fix took 20 minutes; scrapping 400 parts would have cost $6,800.
Your aluminum casting quality inspection checklist China template should log these KPIs per shift: scrap rate (<5% stable), rework rate (<8%), FAI sign-off time, and Cpk ≥1.33 on critical dimensions. For deeper audit protocols, see our Essential China Aluminum Foundry Audit Checklist.
Common Aluminum Casting Defects and How to Detect Them
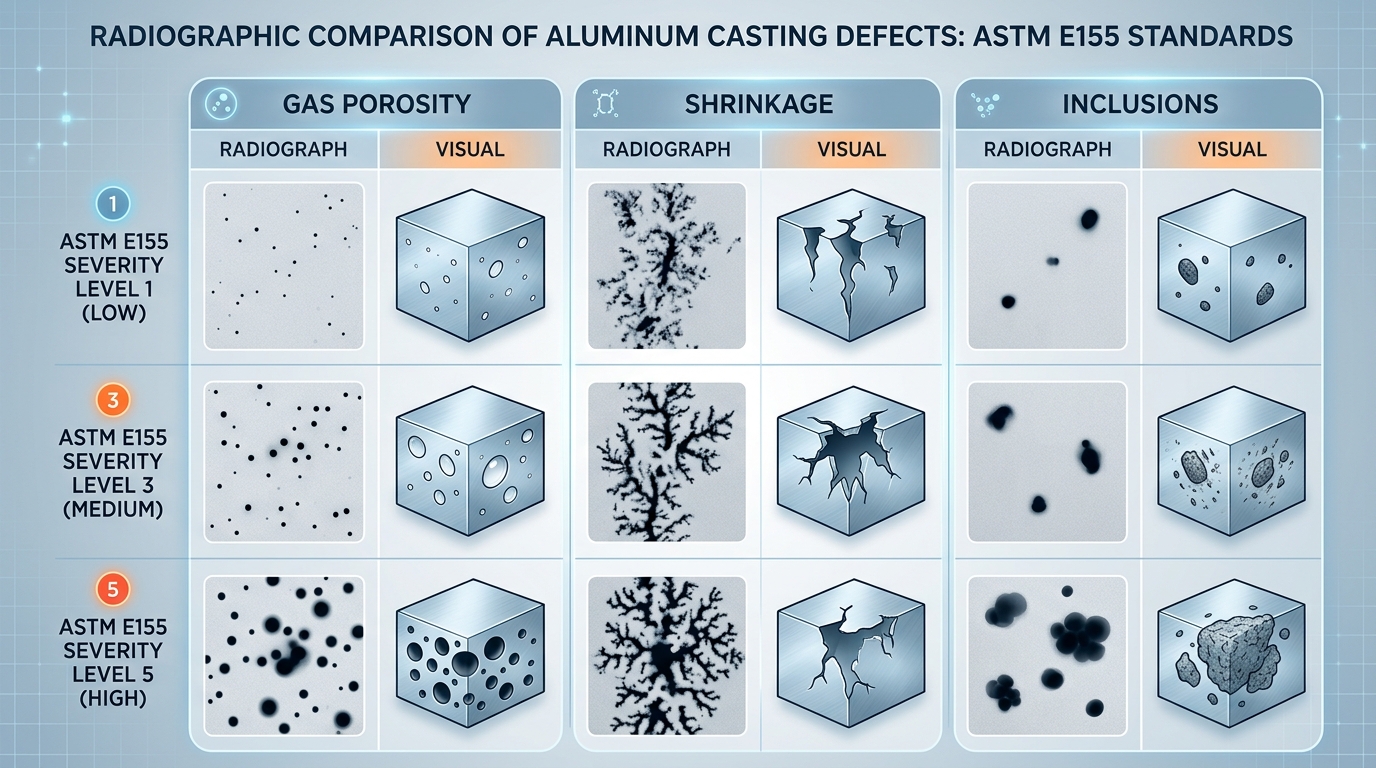
Six defect families account for roughly 85% of aluminum casting rejections: gas porosity, shrinkage porosity, cold shuts, misruns, oxide inclusions, and hot tears. Each has a distinct signature — and each demands a different detection method. Your aluminum casting quality inspection checklist China suppliers follow must map every defect to both a visual acceptance limit and an NDT verification step.
I ran a failed-part teardown last year on a batch of A356-T6 gearbox housings from a Ningbo foundry: 14% rejection rate, traced entirely to shrinkage porosity near thick-to-thin transitions. Switching to squeeze-pin assistance and tightening the ASTM E155 acceptance from Level 3 to Level 2 on Area B dropped rejects to 2.1% within three weeks.
Defect Severity Classification (AQL-Aligned)
| Severity | Defect Examples | AQL | Acceptance |
|---|---|---|---|
| Critical | Cracks, hot tears, leak-path porosity | 0 | Zero tolerance |
| Major | Shrinkage >E155 Level 3, misruns, inclusions >2mm | 2.5 | Reject lot if exceeded |
| Minor | Cosmetic flash, surface pits <0.5mm, light cold shuts | 4.0 | Rework allowed |
Gas porosity shows as round, smooth-walled voids (hydrogen pickup >0.15 ml/100g Al is the threshold); shrinkage porosity is jagged and dendritic — only radiography distinguishes them reliably. Cross-reference findings with Chinese aluminum alloy grade equivalents since defect susceptibility varies sharply between ZL101 and A356.
Non-Destructive Testing Methods Used in Chinese Foundries
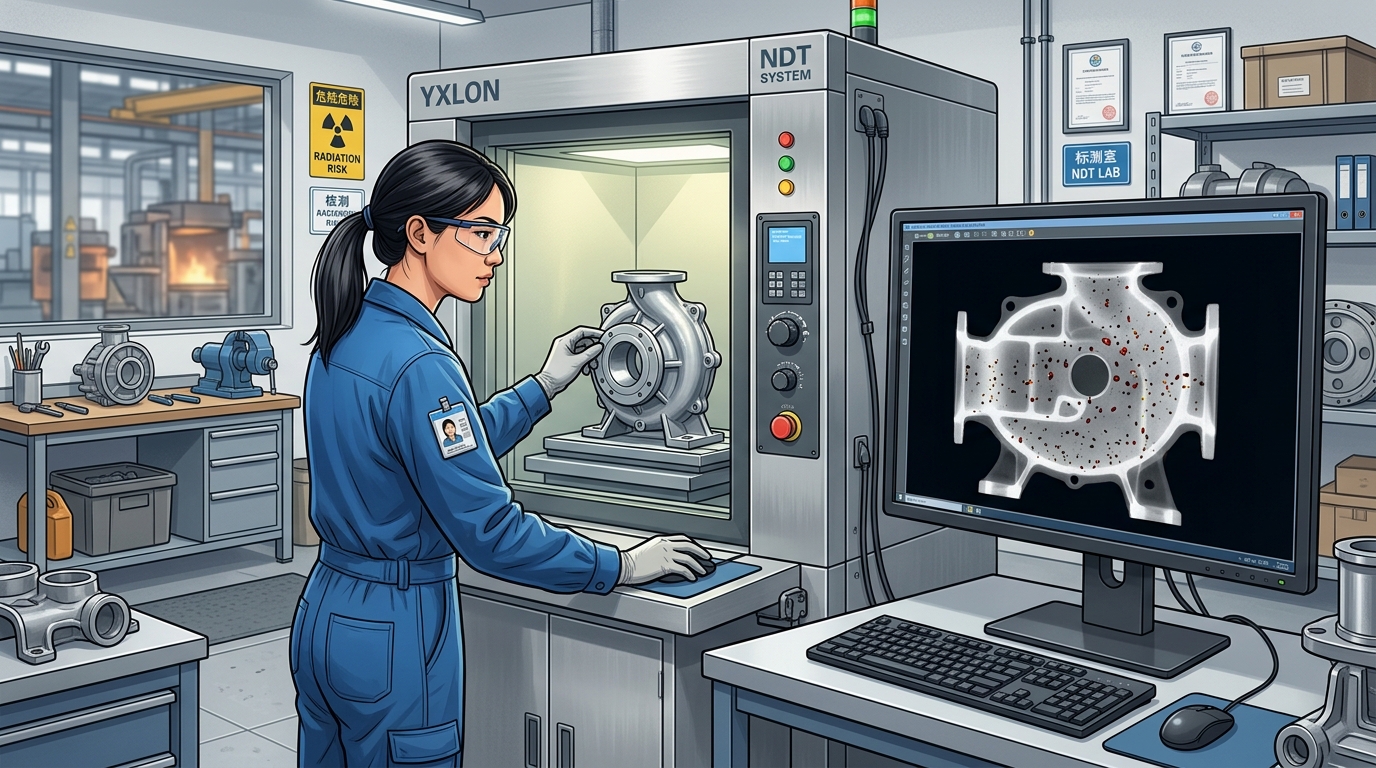
Four NDT methods dominate Chinese aluminum foundries: X-ray radiography (RT) for internal porosity and shrinkage, dye penetrant testing (PT) for surface cracks, ultrasonic testing (UT) for thick-section inclusions, and pressure/leak testing for sealed housings. Match the method to the defect — not the other way around. Any credible aluminum casting quality inspection checklist China auditors use will specify which NDT method applies to each critical zone on the drawing.
I ran a 2,000-piece pump housing validation at a Ningbo foundry last year where switching from 100% PT to 10% digital X-ray plus 100% helium leak testing cut our field leak returns from 3.4% to 0.2% — and lowered unit inspection cost by ¥4.80 because we stopped paying for a test that couldn’t see subsurface shrinkage porosity.
NDT Method vs. Defect Type — Quick Reference
| Method | Best For | Blind To | Typical China Cost |
|---|---|---|---|
| X-ray / RT (digital DR) | Gas porosity, shrinkage, inclusions, core shift | Tight cracks parallel to beam | ¥15–40 per shot; ¥300k–800k for in-house DR system |
| Dye Penetrant (PT) | Surface-breaking cracks, cold shuts, laps | Any subsurface defect | ¥3–8 per part; consumables ~¥200/kit |
| Ultrasonic (UT / phased array) | Thick sections >25mm, inclusions, wall-thickness mapping | Complex geometry, rough as-cast surfaces | ¥20–60 per part; scanner ¥150k+ |
| Pressure / Helium Leak | Through-porosity in hydraulic, EV battery, coolant housings | Non-leaking internal voids | ¥8–25 per part depending on cycle time |
Auditing NDT Equipment and Operator Certifications
Equipment alone means nothing — the operator’s certification level determines whether results are legally defensible. Demand to see personnel qualified to ASNT Level II (SNT-TC-1A written practice) or ISO 9712, which is the standard most Chinese export foundries now align with. A Level I can run the scan; only a Level II can interpret and sign the report. See the ASNT certification framework and ISO 9712:2021 for scope definitions.
During an on-site audit, verify these five items — skip any one and you’re buying paperwork, not quality:
- Certificate originals — not scans. Check issue date, expiry (typically 5 years), and method-specific endorsement (RT, PT, UT, LT are separate certifications).
- Written Practice document — the foundry’s internal NDT procedure, signed by a Level III responsible engineer. If they can’t produce one in under 10 minutes, their program is cosmetic.
- Equipment calibration logs — X-ray kV/mA output verified annually; UT probes checked against IIW V1/V2 blocks each shift.
- Image archive — digital radiographs stored per ASTM E2698 with DICONDE metadata. Ask to pull a radiograph from 6 months ago by part number.
- Vision test records — NDT operators need annual near-vision acuity checks (Jaeger J2 at 30cm). This gets skipped more than any other requirement.
For suppliers without full in-house NDT capability, outsourcing to a TIC lab (SGS, TÜV, Bureau Veritas Shanghai) runs ¥120–250 per X-ray shot with 3–5 day turnaround — acceptable for PPAP but impractical for serial production. If you’re still shortlisting vendors, our 7-step factory verification guide covers how to weigh in-house NDT against outsourced testing before you award tooling.
Dimensional and Surface Quality Verification with CMM and Gauges
Direct answer: Dimensional sign-off on Chinese aluminum castings requires a CMM-based First Article Inspection (ISIR/PPAP Level 3), CpK ≥1.33 on all critical-to-function (CTF) dimensions, and Ra values verified with a calibrated profilometer — not supplier-reported spreadsheets alone. Validate at least 10% of shipments through a third-party agency to catch drift before it ships.
Start with GD&T literacy. Many Chinese foundries still default to ±0.1 mm block tolerances and misread datum callouts — true position, profile of a surface, and MMC modifiers in particular. Send a marked-up drawing identifying CTF dimensions (typically 8–15 per part) and require Zeiss or Hexagon CMM reports referencing your datum structure, not theirs.
On a recent housing program in Ningbo, I pulled a supplier’s ISIR showing 100% pass, then had Bureau Veritas re-measure 5 pieces. Three were out of position by 0.18 mm on a bolt pattern — the supplier had measured to a machined pad instead of datum B. Fixture error, not machining error. Caught before 2,000 pieces shipped.
Surface Roughness and CpK Benchmarks
- Ra 3.2 μm — as-cast sand surfaces (verify with Mitutoyo SJ-210 or equivalent)
- Ra 1.6 μm — machined sealing faces
- Ra 0.8 μm — precision bores; requires honing or fine boring
- CpK ≥1.33 — minimum for production; ≥1.67 for safety-critical per AIAG PPAP guidance
Any aluminum casting quality inspection checklist China buyers use should mandate go/no-go gauges for high-volume features — CMM cycle time kills throughput above 500 pcs/day. For deeper vetting protocol, see our guide on how to verify a Chinese aluminum casting factory.
Supplier Audit and Standards Compliance Checklist for China Foundries
Direct answer: A credible China foundry audit verifies four certification layers — ISO 9001:2015 (baseline QMS), IATF 16949 (automotive PPAP-capable), AS9100D (aerospace traceability), and RoHS/REACH (EU chemical compliance) — while physically confirming calibration, training records, and sub-tier control on the shop floor. Certificates alone mean nothing; I’ve seen factories pass paper audits and fail first articles within 60 days.
On-Site Audit Checklist (Non-Negotiables)
- QMS evidence: last internal audit report, management review minutes, CAPA log with closure rates above 90%
- Traceability: heat number → pour ticket → part serial, traceable in under 5 minutes
- Calibration: CMM, spectrometer, and gauges with valid stickers (CNAS-accredited lab, 12-month cycle)
- Training matrix: operator skill cards for pouring, X-ray reading (Level II ASNT), and CMM programming
- Sub-supplier control: approved vendor list for ingot, heat treatment, and anodizing — with incoming inspection records
Red Flags From Field Experience
During a Ningbo audit last year, I found an IATF 16949 certificate shared across three “separate” legal entities at the same address — a common workaround. Calibration stickers dated 2019 on a CMM claiming 2024 recertification. A rework area with no travelers, operators grinding porosity off castings destined for a tier-2 automotive buyer. We walked.
If the quality manager can’t produce the last 3 months of SPC charts within 10 minutes, the data doesn’t exist.
For a deeper scoring template, pair this aluminum casting quality inspection checklist China framework with our Essential China Aluminum Foundry Audit Checklist [PDF] — it includes weighted scoring across 47 audit points.
Frequently Asked Questions About Aluminum Casting Inspection in China
How much does third-party inspection cost in China? Expect $280–$360 per man-day for SGS, Bureau Veritas, or TÜV, and $150–$220 for reputable local firms like V-Trust or AsiaInspection. X-ray and CT scanning add $40–$120 per part depending on geometry.
What AQL level should I use? For structural or safety-critical castings, apply ANSI/ASQ Z1.4 Level II with AQL 0.65 for critical, 1.5 for major, 4.0 for minor defects. Automotive Tier 1 buyers often tighten critical to 0.25.
Can I trust supplier-provided reports? Verify, don’t trust. I audited a Ningbo foundry last year whose internal CMM reports showed 100% pass — our third-party re-inspection found 7% dimensional rejects on the same lot. Always cross-check against an independent aluminum casting quality inspection checklist China protocol.
When is 100% X-ray justified? Only for Class 1 aerospace, pressure-containing, or fatigue-loaded parts per ASTM E2422. For general industrial castings, 5–10% sampling is sufficient. For deeper supplier vetting, see our China aluminum foundry audit checklist.


