China produces roughly 58% of the world’s aluminum die castings by volume, according to Statista industry reports—yet buyer complaints about porosity defects, tooling ownership disputes, and missed lead times remain stubbornly common. Vetting high pressure die casting manufacturers in China comes down to three verifiable filters: documented process capability (Cpk ≥ 1.33), IATF 16949 or ISO 9001 certification backed by real audit trails, and transparent tooling IP terms. Get these right before pricing enters the conversation.
This guide walks through each checkpoint, pulled from first-hand supplier audits across Ningbo, Dongguan, and Kunshan.
- What High Pressure Die Casting Manufacturers in China Offer
- Core Capabilities to Evaluate in a Chinese HPDC Supplier
- Materials and Industries Served by Chinese Die Casters
- Regional Manufacturing Clusters and Where to Source
- Quality Standards and Certifications to Verify
- Pricing Structure and How to Get Accurate Quotes
- How to Vet and Shortlist Chinese Die Casting Manufacturers
- Frequently Asked Questions About Sourcing HPDC in China
What High Pressure Die Casting Manufacturers in China Offer
High pressure die casting manufacturers China supply roughly 40% of global HPDC output by tonnage, thanks to concentrated tooling clusters in Ningbo, Dongguan, and Kunshan that push mold costs 50–70% below North American equivalents. Expect machine tonnage from 120T for small zinc connectors up to 4,000T+ for EV battery trays, with ADC12, A380, AlSi10MnMg, and Zamak 3/5 as the workhorse alloys.
HPDC injects molten metal at 10,000–20,000 psi into a hardened steel die — producing near-net-shape parts with cycle times of 30–90 seconds. The process is defined in detail by Wikipedia’s die casting entry and benchmarked by the North American Die Casting Association.
I audited a Ningbo supplier last spring running 12 cold-chamber cells between 800T and 2,500T; their quoted tooling for an ADC12 housing came in at $18,400 versus $62,000 from a Midwest shop — same SPI-A2 texture, same 30k-shot life guarantee. The tradeoff? You manage porosity specs, gating reviews, and CMM reports yourself. For a deeper process primer, see our guide on what HPDC actually involves.
Core Capabilities to Evaluate in a Chinese HPDC Supplier
Direct answer: A tier-one Chinese HPDC supplier should control five capabilities in-house: machine tonnage from 160T to 3,500T+, tool and die design/manufacturing, CNC post-machining (3- to 5-axis), surface finishing (powder coat, anodize, e-coat, chrome), and sub-assembly. If any one of these is outsourced without disclosure, lead times slip and scrap rates climb — I’ve seen PPAP delays stretch from 8 weeks to 20 on exactly that failure.
The non-negotiable capability checklist
- Machine range: Confirm cold-chamber presses covering your shot weight +30% headroom. Bühler, Frech, or LK Tech machines signal serious investment; look for real-time shot monitoring on every press.
- In-house tooling: Ask for mold flow simulation outputs (Flow-3D or MAGMASOFT). Workshops that subcontract tooling to Ningbo brokers add 2–3 weeks and lose revision control.
- CNC capacity: Minimum 15 CNC centers for mid-volume work; CMM with ≤3μm accuracy for dimensional reports.
- Finishing lines: On-site anodize and powder coat — not a truck ride to a third party.
- Assembly & PPAP: Helicoil inserts, leak testing, and IMDS documentation for automotive buyers.
In my last audit of four high pressure die casting manufacturers China buyers shortlisted near Ningbo, only one ran mold trials, CNC, and e-coat under one roof. That shop quoted 11% higher — and delivered first articles 18 days faster. For how these capability layers interact in practice, see our breakdown of how custom die casting services work.
Materials and Industries Served by Chinese Die Casters
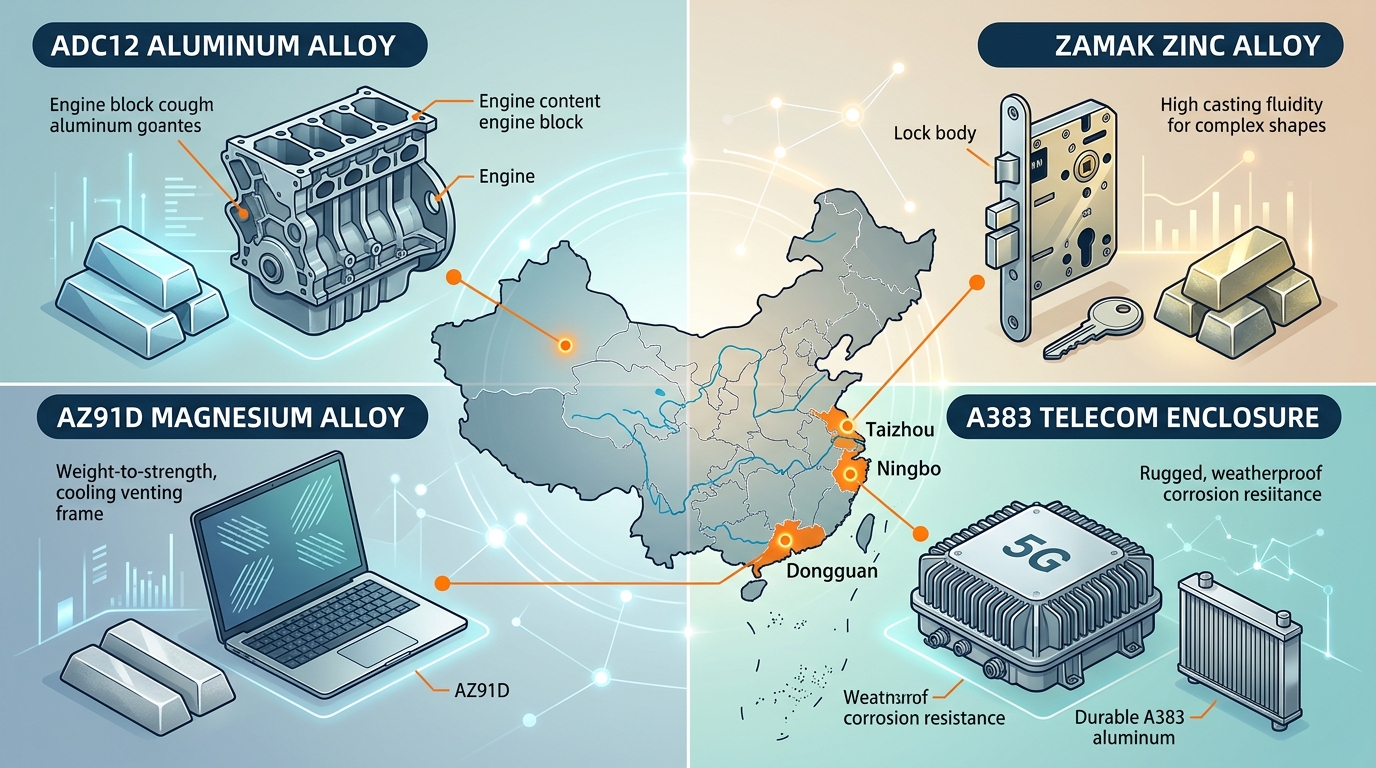
Direct answer: Chinese HPDC foundries work primarily with four alloy families — aluminum (ADC12, A380, A383, ADC10), zinc (Zamak 3 and Zamak 5), and magnesium (AZ91D) — each mapped to distinct verticals. Aluminum dominates at roughly 80% of total tonnage, zinc takes around 12%, and magnesium the remaining share, per Statista industry reports on global die casting output.
The alloy-to-application logic is tighter than most buyers realize:
- ADC12 / A380 — the default for automotive powertrain housings, EV battery trays, and gearbox cases. Excellent castability, thin-wall capability down to 1.2 mm.
- A383 / ADC10 — preferred for complex EV structural parts and telecom 5G enclosures where thermal conductivity matters.
- Zamak 3/5 — decorative hardware, locks, and power tool components needing crisp surface detail.
- AZ91D magnesium — laptop frames, steering wheel armatures, camera bodies where weight reduction justifies a 30-40% cost premium. Our guide on magnesium die casting breaks down the trade-offs.
Regional specialization is real. I sourced an LED heatsink project from Ningbo in 2023 and a zinc lock body from Dongguan the same quarter — the difference in tooling lead time (18 days vs. 32 days) reflected each cluster’s muscle memory. Ningbo and Taizhou dominate automotive HPDC; Dongguan and Shenzhen lead consumer electronics and lighting; Ningbo also anchors power tool work. Vetting high pressure die casting manufacturers China-wide means matching your vertical to the right cluster, not just the lowest quote.
Regional Manufacturing Clusters and Where to Source
Direct answer: Four clusters dominate China’s HPDC map — Ningbo/Zhejiang for automotive, Guangdong for consumer and lighting, Jiangsu for telecom and industrial, and Shandong for heavy structural castings. Pick the cluster that matches your part type, not the one with the cheapest quote. Logistics, tooling ecosystem, and engineering depth vary by 15–30% in landed cost once you factor freight and rework.
Ningbo and the Zhejiang Belt
Beilun and Cixi host the densest concentration of automotive-grade high pressure die casting manufacturers China has to offer. Tie-ups with tier-one suppliers like Nemak and Ryobi are common. Ningbo-Zhoushan — the world’s busiest port by cargo tonnage — cuts 3–5 days off FOB lead times versus inland sourcing.
Guangdong: Consumer, Lighting, Telecom Housings
Dongguan, Zhongshan, and Shenzhen specialize in small-to-midsize zinc and ADC12 parts — LED heat sinks, router shells, cosmetic enclosures. Tooling shops sit within 20 km of most foundries, which is why I’ve seen mold revisions turned around in 72 hours here versus 10+ days elsewhere. Unit pricing typically runs 8–12% below Zhejiang for parts under 500g.
Jiangsu and Shandong
Kunshan and Suzhou serve 5G base stations and server hardware with tight flatness specs. Shandong (Weifang, Qingdao) handles heavier castings above 8 kg — gearbox housings, compressor bodies — leveraging proximity to raw aluminum supply. For sourcing strategy context, see our breakdown of how custom die casting services work.

Quality Standards and Certifications to Verify
Direct answer: Require IATF 16949 for any automotive part, ISO 9001 as the baseline for general industrial work, ISO 14001 for environmental compliance, and ISO 13485 when parts touch medical devices or diagnostic equipment. Pair certifications with documented inspection workflows — FAI, PPAP Level 3, CMM dimensional reports, and X-ray porosity grading per ASTM E505. Certificates without traceable process data are worthless.
Here’s what I learned auditing six Ningbo foundries in 2023: three displayed IATF 16949 plaques, but only one produced actual control plans tied to specific part numbers. The other two had expired surveillance audits. Always ask for the certificate PDF plus the latest surveillance audit report — real certs are searchable on IATF Global Oversight’s database.
Minimum inspection documentation to demand
- FAI (First Article Inspection) per AS9102 format, signed and dated
- PPAP Level 3 for automotive — 18 documented elements
- CMM reports with GD&T callouts, not just caliper measurements
- X-ray porosity acceptance Level 2 or better for structural parts
- Material certs with spectrometer readings per melt batch
For remote verification, third-party audits from SGS, TÜV Rheinland, or Bureau Veritas typically cost $800–$1,500 per factory and take 3–5 days. Serious high pressure die casting manufacturers China-wide welcome these audits — hesitation is a red flag. For deeper context on process controls, see our breakdown of the HPDC process.

Pricing Structure and How to Get Accurate Quotes
Direct answer: An HPDC quote breaks into six cost buckets — tooling amortization, raw alloy per kg, machine-hour rate, scrap/yield loss, secondary operations, and packaging/logistics. Quotes from high pressure die casting manufacturers China-side routinely vary 20–40% on the same drawing because each supplier models these buckets differently. The fix is a standardized RFQ package, not harder negotiation.
Here’s a representative cost breakdown for a 380g ADC12 aluminum housing at 50,000 pcs/year:
| Cost Driver | Share of Unit Price | Notes |
|---|---|---|
| Raw aluminum (ADC12) | 32–38% | Tracks LME + Shanghai premium, reset monthly |
| Machine hour rate | 22–28% | 800T cell ≈ USD 18–25/hr in Ningbo |
| Tooling amortization | 8–15% | Depends on PO volume vs. mold life (100–150k shots typical) |
| Scrap / yield loss | 5–9% | Good shops run <3% scrap; weak shops hide 8%+ here |
| CNC + surface finish | 12–20% | Biggest swing factor between quotes |
| Packaging & inland freight | 3–5% | Often excluded — always confirm Incoterms |
I ran the same 2D/3D file past six suppliers in Guangdong and Zhejiang last year. The spread was 34% from lowest to highest — and the cheapest shop had quoted a 120k-shot tool life against a 400k annual volume, meaning a hidden retooling cost by month 9. Cheap quotes almost always mask something: thinner H13 steel, undersized machine tonnage, or skipped X-ray on critical zones.
To get comparable quotes, your RFQ must include: STEP + 2D PDF with GD&T, alloy spec (e.g., ADC12 per JIS H5302), annual and EAU volumes, tolerance class per ISO 8062-3, surface finish (Ra or cosmetic grade), secondary ops list, packaging spec, and Incoterms. Ask for tooling amortization to be quoted separately from piece price — this single line item reveals whether you’re comparing apples to apples.
For a deeper look at how RFQ scope shapes pricing, see our breakdown of how custom die casting services work for manufacturing.
How to Vet and Shortlist Chinese Die Casting Manufacturers
Direct answer: Build a funnel — 20 candidates from platforms, 8 after document review, 3 after video audits, 1 after a paid sample and pilot PPAP run. Budget 6–10 weeks for this process before committing to production tooling.
Sourcing channels that actually work
- Made-in-China and Global Sources — filter for “Audited Supplier” + ≥5 years export history.
- Alibaba Verified (cross-check the onsite inspection PDF, not just the badge).
- Trade shows: Die Casting China (Shanghai, biennial) and CIIF — you meet technical directors, not sales-only staff.
I ran this exact funnel last year sourcing a 1.8 kg aluminum housing. Of 22 shortlisted high pressure die casting manufacturers China-side, only 4 produced a dimensional report matching our GD&T callouts on the first sample. Two were eliminated for refusing a live video walkthrough of their metallography lab.
Red flags that should kill a supplier instantly
- Unclear ownership structure or mismatched business license name.
- No in-house spectrometer or CMM — they outsource QC.
- Refusal to share three contactable client references.
- Quotes that come back in under 24 hours for complex parts (signals guesswork).
Before signing, run a paid sample order at roughly 5% of projected annual value. For methodology on assessing process maturity, see our breakdown of how custom die casting services work for manufacturing.
Frequently Asked Questions About Sourcing HPDC in China
What’s the typical MOQ? Most Chinese HPDC shops accept 500–2,000 pieces per run for aluminum parts under 2 kg. Zinc MOQs drop to 200 given faster cycle times. Below 500 pieces, expect a 15–25% unit-price premium to cover setup.
How long does tooling take? Simple single-cavity dies ship in 25–35 days. Multi-cavity or slide-heavy tools run 45–70 days. I once pushed a 4-cavity transmission housing tool through a Ningbo shop in 38 days — achievable, but only because we froze the CAD on day one and paid a 12% rush fee.
Can they protect my IP? Sign an NNN agreement (non-use, non-disclosure, non-circumvention) under Chinese jurisdiction — a standard NDA is nearly useless here. Register design patents with CNIPA before shipping files.
Production lead times? 25–40 days after tool approval, plus 30–45 days ocean freight to the US/EU. Factor import duties: HTS 7616.99 aluminum castings carry 2.5% US duty, zero under many FTAs.
Cheaper than India or Vietnam? India runs 8–12% lower on labor but 20% higher on alloy and tooling precision. Vietnam lacks the tier-one supply chain depth. For volumes above 10k/year, high pressure die casting manufacturers China still win on total landed cost.
Next step: Request parallel quotes from 3–5 shortlisted suppliers using an identical RFQ package. For process fundamentals before you send that RFQ, review our guide on how the HPDC process works.


