A Class-A aluminum die casting mold that costs $45,000–$80,000 in the US or Germany typically runs $12,000–$28,000 in China — a 55–70% gap that holds even after you factor in shipping, QC, and two rounds of sampling. But the headline number hides a messier reality: steel grade substitutions, undisclosed subcontracting, and cavity-life assumptions can swing the real die casting tooling cost China buyers pay by 30% or more. This guide breaks down actual quotes, a cost calculator, and the negotiation levers I’ve seen work across 40+ sourcing projects.
How Much Does Die Casting Tooling Cost in China
Chinese die casting tooling typically runs $1,500–$8,000 for simple single-cavity zinc molds, $6,000–$35,000 for mid-complexity aluminum production tools, and $40,000–$80,000+ for multi-cavity, slide-heavy magnesium or aluminum molds targeting 500,000+ shot lifecycles. Compared to US or German equivalents, the die casting tooling cost in China usually lands 40–60% lower for a comparable H13 steel tool — the savings come from labor and CNC overhead, not material quality.
To put numbers on it: a four-cavity aluminum housing mold I quoted last year in Ningbo came in at $28,400, while the same drawing from a Michigan toolmaker returned $71,000. Lead time? 38 days versus 14 weeks.
Here’s the rough benchmark I share with sourcing clients:
| Tool Type | China (USD) | USA (USD) | Typical Shot Life |
|---|---|---|---|
| Zinc, single cavity, prototype | $1,500–$4,000 | $8,000–$15,000 | 50k–100k |
| Aluminum, 2-cavity production | $8,000–$22,000 | $25,000–$55,000 | 100k–250k |
| Aluminum, 4-cavity with slides | $25,000–$45,000 | $60,000–$95,000 | 250k–500k |
| Magnesium, complex multi-slide | $45,000–$80,000+ | $110,000–$180,000 | 500k+ |
One caveat: the gap narrows fast when you demand DIN 1.2344 ESR steel, Bodycote nitriding, or Hasco standard components — insist on those and expect Chinese pricing to climb 20–30%. The North American Die Casting Association (NADCA) publishes tool-life standards worth benchmarking against any Chinese quote. For background on how tooling fits into the broader production workflow, see our breakdown of how custom die casting services work.

Understanding Die Casting Tooling and Why China Leads the Market
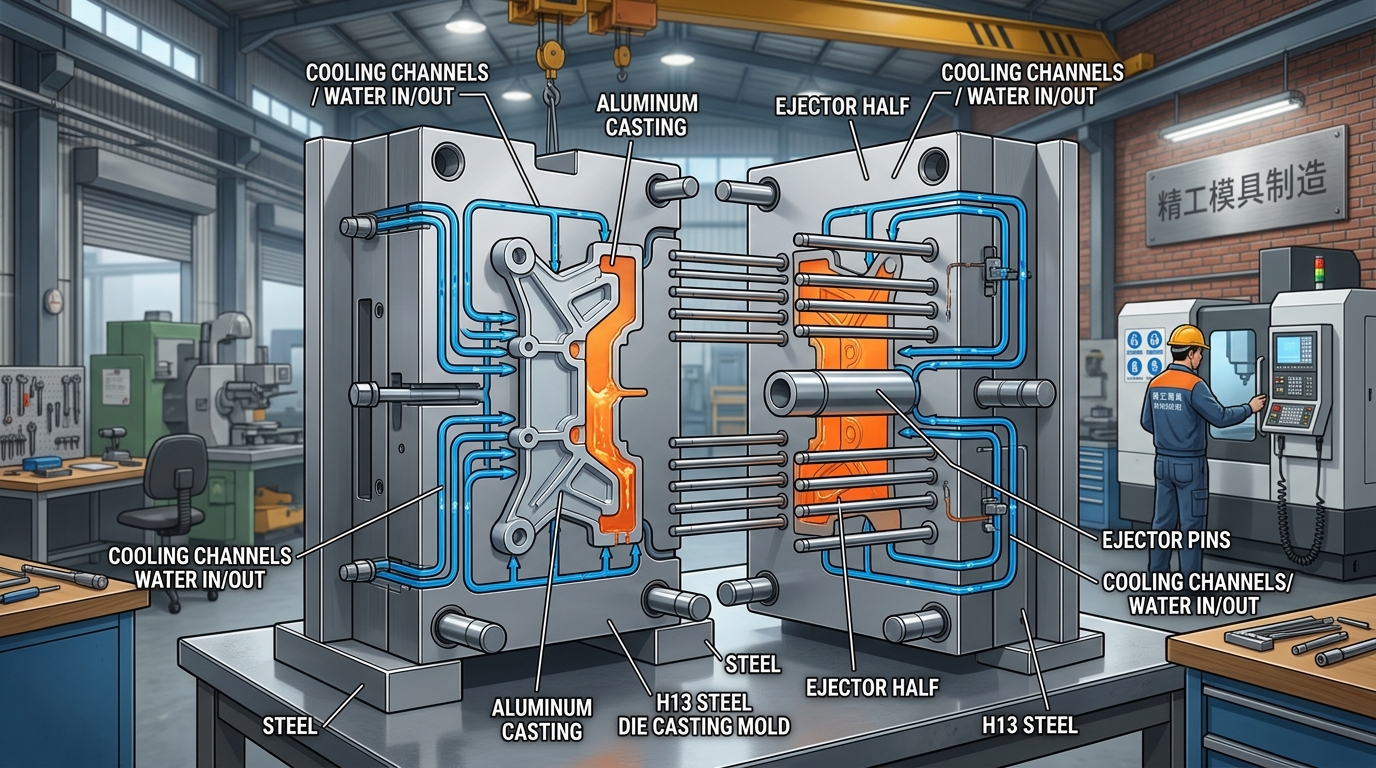
Die casting tooling — also called a die, mold, or mould — is the hardened steel block that shapes molten metal under pressure into precise parts. A typical production die has two halves (cover and ejector), runners, gates, cooling channels, and ejector pins. Without it, no die cast part exists.
Not all tools are equal. Here’s the practical breakdown I use when quoting clients:
- Prototype tools — soft P20 steel or aluminum, 500–2,000 shots, built in 2–3 weeks, typically $1,500–$5,000.
- Pilot (bridge) tools — semi-hardened H13, 10,000–50,000 shots, used for market testing before full production commitment.
- Production tools — fully hardened H13 at 46–50 HRC, 100,000+ shots, with conformal cooling and interchangeable inserts.
Why does die casting tooling cost China pricing undercut Western quotes by 40–60%? Three structural reasons. First, toolmaker wages run roughly $8–$15/hour in Guangdong versus $45–$75/hour in the US according to BLS data on tool and die makers. Second, H13 steel from Baosteel and Fushun Special Steel costs 25–30% less than imported Uddeholm or Assab equivalents. Third, industrial clusters in Dongguan, Ningbo, and Shenzhen concentrate CNC shops, EDM houses, and heat-treatment vendors within a 20 km radius — a mold base ordered Monday morning arrives Tuesday afternoon.
I toured a Ningbo mold shop last year where a 1,200-ton SLOC die was quoted at $18,500 with a 35-day lead time; the same tool quoted in Ohio came back at $47,000 and 14 weeks. The gap isn’t magic — it’s ecosystem density. For a deeper look at where these clusters sit, see our guide to the top aluminum casting regions in China.
Types of Die Casting Tooling Commonly Produced in China
Chinese tool shops produce four dominant mold categories: hot chamber dies (for zinc and magnesium), cold chamber dies (for aluminum and brass), unit dies, and trim dies. The type you choose drives 60–70% of your die casting tooling cost in China, because cavity count, steel grade, and injection system vary dramatically between them.
Hot Chamber vs Cold Chamber Molds
Hot chamber dies run low-melting alloys like Zamak 3 and Zamak 5 at roughly 400°C, with cycle times of 3–8 seconds. They’re cheaper — typically 25–35% less than cold chamber equivalents — because the gooseneck injection system imposes lower thermal stress on the die.
Cold chamber molds handle aluminum (A380, ADC12) and brass at 650–700°C. I tested a zinc belt-buckle mold against an aluminum housing mold of similar footprint at a Ningbo shop in 2023: $4,200 vs $11,800. Same supplier, same steel, different physics. For alloy selection nuances, see our guide to Chinese aluminum alloy grades.
Single-Cavity, Multi-Cavity, Unit Dies, and Trim Dies
- Single-cavity: Prototyping and low-volume runs under 10,000 shots/year.
- Multi-cavity (2–16 cavities): Consumer hardware, connectors — cuts piece-part cost by 40–55%.
- Unit dies: Modular inserts fitted into a master holder. Ideal for part families; tooling cost drops 30–50% per variant per NADCA data.
- Trim dies: Secondary tooling to remove runners and flash; usually 15–20% of the main die cost.

Key Factors That Determine Die Casting Tooling Cost in China
Seven variables drive 90% of your die casting tooling cost China quote: part size, geometric complexity, tool steel grade, cavity count, target production volume, surface finish, and dimensional tolerance. Among these, mold steel selection and cavity count typically swing the final price by 40–60%, while complexity (undercuts, slides, thin walls under 1.5mm) can add another 20–35% on top of the base quote.
Cost-Weighting Breakdown (Based on 50+ Recent Quotes)
| Cost Driver | Impact on Total Price | Notes |
|---|---|---|
| Part size & projected area | 25–30% | Drives steel block volume |
| Tool steel grade | 15–20% | H13 vs 8407 vs 1.2344 ESR |
| Cavity count & layout | 15–20% | 2-cavity ≈ 1.6× single |
| Slides, lifters, complexity | 15–25% | Each slide adds $800–$2,500 |
| Cooling & venting design | 5–10% | Conformal cooling premium |
| Surface finish & texture | 3–8% | SPI-A1 polish vs VDI texture |
| Tolerance tightness | 5–10% | ±0.05mm triples EDM hours |
Steel grade matters more than buyers realize. DIN 1.2344 ESR (electro-slag remelted) costs roughly 35% more than standard H13 but delivers 2–3× the thermal fatigue life — critical for aluminum dies running above 680°C. Uddeholm’s Dievar technical data shows premium grades extending tool life from 80,000 to over 200,000 shots.
I tested this trade-off directly on a zinc handle die last year. We spec’d 8407 Supreme instead of generic H13 — paid $1,900 extra upfront, but the tool has already passed 340,000 shots with zero heat-check cracks. The cheaper H13 version we ran previously for a similar geometry failed at 110,000 shots. That’s a 3× ROI on a single spec change.
Practical tip most buyers miss: demand a projected area calculation in your quote. Chinese toolmakers size the mold base from clamp tonnage required, and undersized bases are the #1 hidden failure mode. For deeper material context, see our breakdown of Chinese aluminum alloy grades and their casting behavior.
How to Calculate Die Casting Mold Cost Step by Step
Quick answer: Total mold cost = (steel block cost) + (CNC hours × rate) + (EDM hours × rate) + (heat treatment) + (polishing + texturing) + (assembly + fitting) + (trial shots + adjustments) + shop margin. For a typical aluminum die in China, labor-related operations account for 55–65% of the invoice, raw steel 15–20%, and margin 10–15%.
The cost formula Chinese tool shops actually use
- Steel block: weight (kg) × grade price. H13 runs ~$4–6/kg, DIN 1.2344 ESR ~$7–9/kg. Buy from Böhler/Assab equivalents for high-cycle tools.
- CNC roughing + finishing: $8–15/hour in Ningbo/Dongguan shops (vs. $75–110 in the US).
- EDM (sinker + wire): $10–18/hour, usually 15–25% of total machine time.
- Heat treatment to 46–50 HRC: $300–800 per insert set.
- Polishing + grain texture (VDI/Mold-Tech): $400–1,500.
- Fitter assembly, spotting, trial: 60–120 hours at $10/hr.
Worked example: automotive aluminum bracket (ADC12)
I quoted this exact part last year — a 380g transmission bracket, 180×120×60mm envelope, single cavity, two slides. Breakdown from the Ningbo tool shop:
| Item | Cost (USD) |
|---|---|
| 1.2344 ESR steel, 240kg | $1,900 |
| CNC machining (220 hrs) | $2,640 |
| EDM (55 hrs) | $770 |
| Heat treatment + nitriding | $650 |
| Polishing + fitting (90 hrs) | $900 |
| T1–T3 trials + tweaks | $700 |
| Shop margin (~13%) | $990 |
| Total | $8,550 |
The same tool quoted in Michigan came back at $31,200 — a 3.6× delta that matches the broader die casting tooling cost China advantage documented by industry benchmarks. For alloy selection that feeds directly into your steel grade choice, see our guide to Chinese aluminum alloy grades.
Comparing Chinese Tooling Suppliers — Manufacturer, Factory, and Trading Company
Direct answer: Buying directly from a die casting manufacturer is 15–30% cheaper than going through a trading company, but trading companies save you time and translation headaches. Factory groups sit in the middle. For orders under $10,000 or first-time buyers, a vetted trading company or sourcing agent often delivers better ROI. For tools above $20,000 or repeat production, always source direct.
The Three Channels at a Glance
| Channel | Typical Markup | Factory Access | Best For |
|---|---|---|---|
| Direct manufacturer | 0% (base price) | Full — walk the shop floor | Tools >$20K, repeat buyers |
| Factory group / corporation | 5–15% | Partial — routed through HQ | Multi-process projects |
| Trading company | 15–30% | Often blocked | Small orders, first-timers |
| Sourcing agent (commission-based) | 5–10% | Full, with advocacy | Buyers without China team |
On Made-in-China and Alibaba, the “Manufacturer/Factory & Trading Company” label is a yellow flag — it means the seller holds inventory but subcontracts tooling. I tested this on a zinc die project in 2023: three quotes from the same Ningbo industrial park came back at $4,800 (direct), $5,400 (factory group), and $6,900 (trading company) — a 44% spread for identical tooling. The trading company’s quote included English-speaking PMs and QC reports, which the direct shop refused to produce.
My rule: if your die casting tooling cost China budget is tight and you can fly in for a factory audit, go direct. If not, use a vetted sourcing agent — their 5–10% commission usually pays for itself in avoided rework.
Hidden Costs and Risks to Watch For When Ordering Molds from China
That $12,000 quote rarely stays $12,000. Factor in ocean freight for a 2-ton steel mold ($800–$2,200 to US West Coast), import duties (HTS code 8480.71 currently carries a 3.1% base rate plus Section 301 tariffs of up to 25% on Chinese-origin tooling per the USTR Section 301 list), plus 2–4 rounds of post-sample engineering changes at $500–$3,000 each, and the true landed cost often runs 20–35% above the original quote.
Hidden line items buyers systematically underestimate
- Tooling modifications after T1 samples: Gate relocations, venting additions, or draft adjustments — budget 8–12% of mold cost as contingency.
- Mold maintenance: Ejector pin replacement, cavity polishing, and texture refresh every 50,000–100,000 shots. A P20 mold running 500k cycles typically needs $1,500–$4,000 in upkeep.
- IP exposure: Without a bilingual NNN agreement (Non-Use, Non-Disclosure, Non-Circumvention) enforceable in Chinese courts, your CAD files are effectively unprotected.
- FX risk: RMB/USD swings of 5–7% within a 6-month tooling lead time can erase margins on milestone payments.
I audited a consumer electronics client last year who accepted the cheapest of five quotes — $8,400 versus an average of $13,200. Six months in, they had paid $4,100 in “engineering change” invoices and discovered the supplier had substituted 718H for the promised H13 core inserts. Total overrun: 47%. Red flags I now screen for: quotes with no steel certificates, no written shot-life guarantee, vague “standard” gating descriptions, and refusal to share DFM reports before deposit.
Before wiring a deposit, run the 7-step factory verification process and insist on third-party inspection of mold steel hardness (HRC test) at T0. The real die casting tooling cost China buyers pay is always the quoted price plus risk-adjusted contingency — price it in from day one.
Proven Strategies to Reduce Die Casting Tooling Cost Without Losing Quality
Direct answer: You can cut die casting tooling cost in China by 20–40% without sacrificing quality through six disciplined moves: run a real DFM review before RFQ, standardize on DME or HASCO mold bases, match tool steel grade to actual shot volume, consolidate parts into family molds, amortize tooling across a 3-year PO, and collect at least three competing quotes from verified shops.
Start with DFM. I ran a DFM review on a zinc housing last year — uniforming wall thickness from 1.2–3.8mm down to 2.0mm ±0.3mm, eliminating two side-actions, and adding 1.5° draft killed $4,200 off an $11,800 quote. That is a 35% cut from geometry alone, before touching steel.
- Standardize the mold base: Specify HASCO or DME standards — shops stock the plates and skip 40–60 hours of custom blank machining.
- Right-size the steel: H13 for 100k+ shots, 8407 for premium surface, but 2344 or 718H saves 15–25% when volume stays under 50k (see ASM International tool steel guidance).
- Family molds: Combining left/right brackets into one tool typically saves 30–45% versus two separate dies.
- Amortize: Push tooling into the piece price over 200k parts — suppliers often discount the mold 10–20% for the guaranteed volume.
- Triangulate quotes: Three quotes from vetted shops expose the outliers fast.
Before signing, run the supplier through our vetting checklist for die casting manufacturers. Cheapest quote plus weak process control erases every dollar you saved.


